一、量測儀器校正實務之知識及技巧
(一)測定的概念
不管是如何優秀的技能與如何優秀的工作機械,如果所使用的測定器具與使用方法不當,他的結果就會變成不合格,當我們看到工作圖(圖面),最初始應該考慮的就是這個零件使用於何處? 作用如何? 品管專責檢驗與測試,檢驗可分為目視檢驗與量測,測試可分為物理性測試與化學性測試兩種,在實際的加工前準備,應該慎思決定如何使用測定器具與測定技術,ISO 9001 7.6監視和測量設備的控制,說明了組織應確定需實施的監視和測量以及所需的監視和測量設備,為了產品符合確定的要求提供證據。
(一)測定的概念
不管是如何優秀的技能與如何優秀的工作機械,如果所使用的測定器具與使用方法不當,他的結果就會變成不合格,當我們看到工作圖(圖面),最初始應該考慮的就是這個零件使用於何處? 作用如何? 品管專責檢驗與測試,檢驗可分為目視檢驗與量測,測試可分為物理性測試與化學性測試兩種,在實際的加工前準備,應該慎思決定如何使用測定器具與測定技術,ISO 9001 7.6監視和測量設備的控制,說明了組織應確定需實施的監視和測量以及所需的監視和測量設備,為了產品符合確定的要求提供證據。
在實際的加工前準備,審查工作圖(圖面)慎思使用的測定器具與測定技術,如下【圖一】說明:
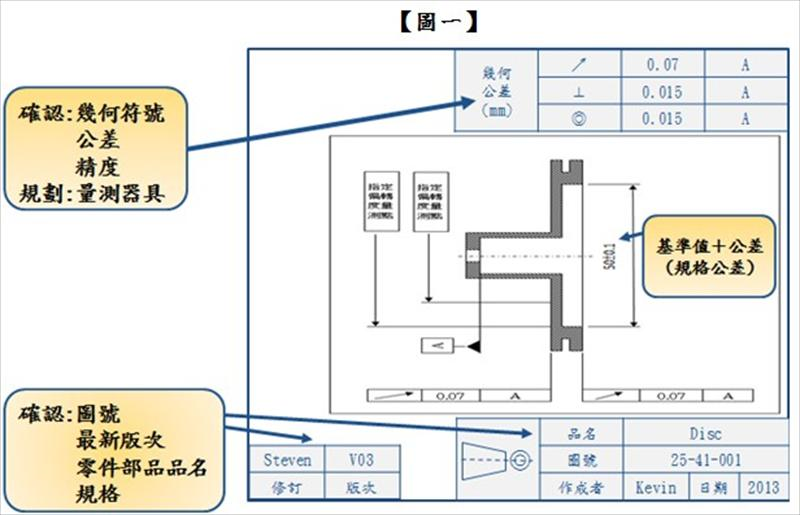
如上【圖一】、【表一】~【表二】說明,品管員在量測的作業中,最難量測且牽涉到又精又準的要求當屬幾何公差,這些形狀公差,除了選擇合適的測定器具之外,要求加工技術及加工設備需能滿足且符合幾何公差極小公差範圍的要求,量測器具也要添購高精密數位顯示功能的高端量測儀器,但買了高端數控電腦工具機設備及量測器具,又要面臨校準及設備保養維護的定期費用支出,企業主心中會有捨不得發費這些檢驗、測試、校準維護的成本支出,這心態可以理解,但省了小錢,卻要發費更大的物料損耗、良品率不高、全檢措施等,這是很得不償失的作法,倒不如冷靜思考,那些關鍵過程的品質特性之幾何公差,需要重點添購高端科技量測儀器,選擇性的添購,訓練招募優秀的品管人員,現場操作員的品質意識強化,則可以讓整個量測系統變得更有效率與價值產出。

(二)正確的量測概念
尺寸測量係指決定機件或其特定外型之直線或角度大小的過程,測量結果以長度和角度的標準單位表示;量測基本目的: 「在保證和證實產品與設計規格相吻合」,工廠內各單位人員透過尺寸測量方式,對產品的品質才能有一個共同認定的標準。
尺寸測量係指決定機件或其特定外型之直線或角度大小的過程,測量結果以長度和角度的標準單位表示;量測基本目的: 「在保證和證實產品與設計規格相吻合」,工廠內各單位人員透過尺寸測量方式,對產品的品質才能有一個共同認定的標準。
(三)幾何公差延伸管理
幾何公差影響到生產製造的產能與產出良品率,對於幾何公差需要審慎思考因應之道,如此才能將幾何公差精度要求達到,在製品良率提高,品質管制作業更符合實際要求,如【圖二】說明:
幾何公差影響到生產製造的產能與產出良品率,對於幾何公差需要審慎思考因應之道,如此才能將幾何公差精度要求達到,在製品良率提高,品質管制作業更符合實際要求,如【圖二】說明:
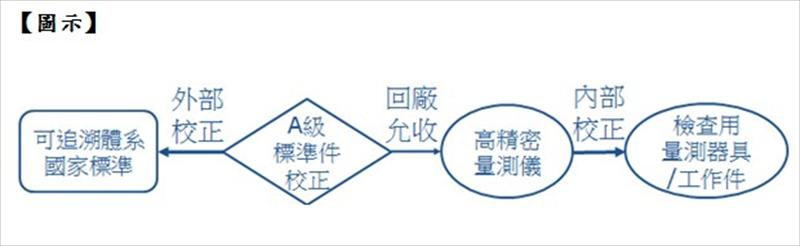
(四)儀器校正追溯流程
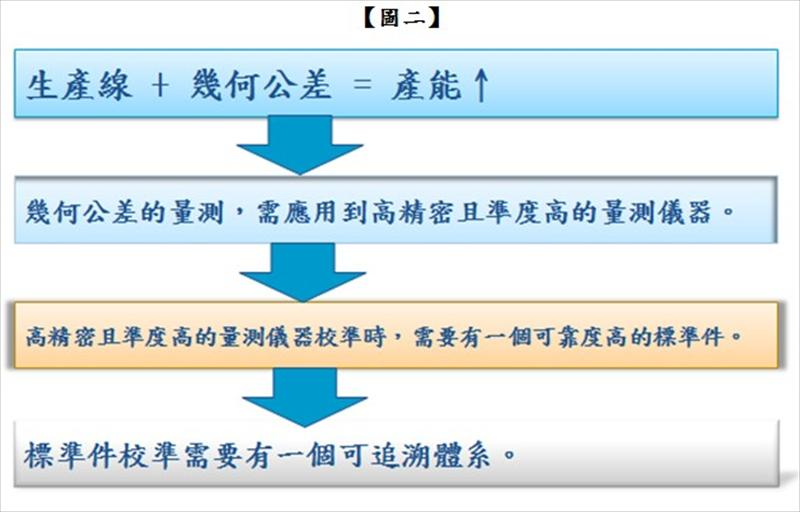
透過不斷的比較鏈,使量測、校正結果能夠與國家或國際量測機構等聯繫起來的追溯流程,如【圖三】儀器校正流程圖說明:
透過不斷的比較鏈,使量測、校正結果能夠與國家或國際量測機構等聯繫起來的追溯流程,如【圖三】儀器校正流程圖說明:
中國生產力中心提供的廣告

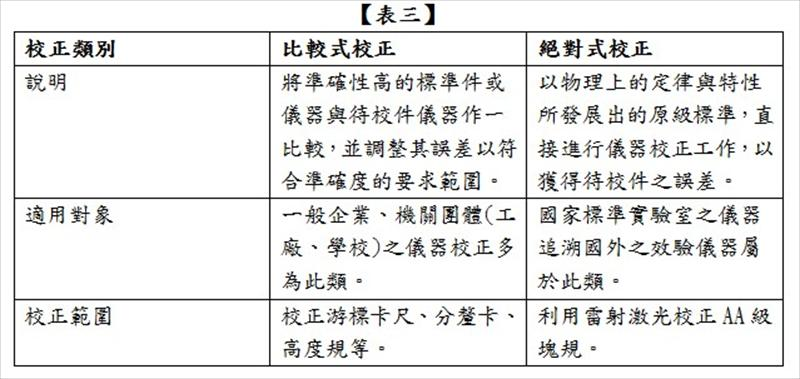
二、儀器校正種類
(一)儀器校正分為兩種類別,如下【表三】說明:
(一)儀器校正分為兩種類別,如下【表三】說明:
三、認識標準件
塊規是最常被拿來當作標準件的基準,也是長度的計量標準,選用優質合金鋼製造不易生鏽經特殊處理其膨脹係數在(11.5±1)X 10-6/℃和檢測標準溫度在20℃下、HRC 65°等要求,提高了測量的準確度,符合國際標準公制規矩塊測量基準 ISO 3650:1998精度規範要求。
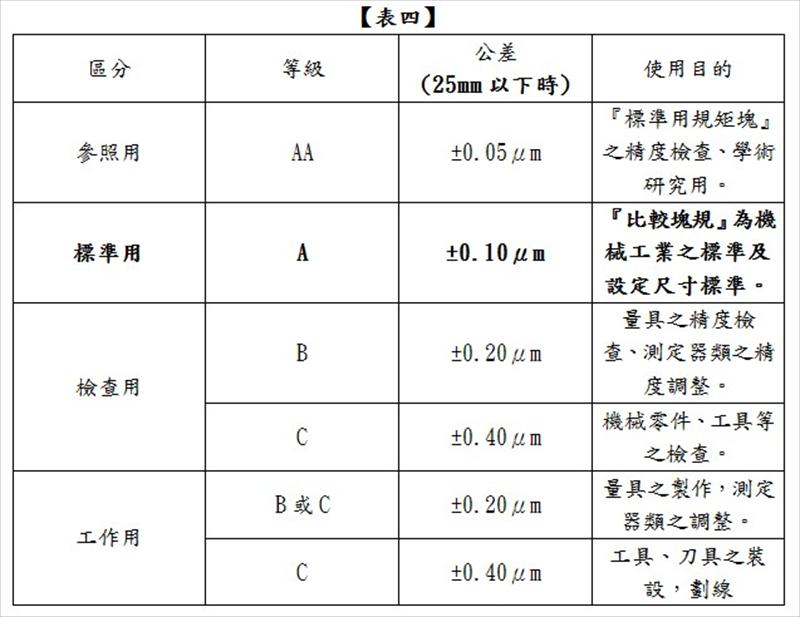
(一)塊規等級與用途:
塊規可分為參照用、標準用、檢查用、工作用等用途,對作業要求愈嚴謹的歸零校準,愈要使用等級高的塊規,如下【表四】說明:
塊規是最常被拿來當作標準件的基準,也是長度的計量標準,選用優質合金鋼製造不易生鏽經特殊處理其膨脹係數在(11.5±1)X 10-6/℃和檢測標準溫度在20℃下、HRC 65°等要求,提高了測量的準確度,符合國際標準公制規矩塊測量基準 ISO 3650:1998精度規範要求。
(一)塊規等級與用途:
塊規可分為參照用、標準用、檢查用、工作用等用途,對作業要求愈嚴謹的歸零校準,愈要使用等級高的塊規,如下【表四】說明:
(二)造成塊規精度破壞的因素(使用時應注意事項):
- 塊規材質的不穩定: 鋼料或碳化物經過熱處理後,雖保有最小的尺寸改變量,但經過時間消長與經常使用,環境因素等給予的影響仍然會使材料發生不穩定的現象;
- 正常外形接觸之磨損: 塊規於扭合密結時,由於使用次數多後,對外形的接觸面所造成的磨損;
- 外在環境造成的損害: 由於存放或現場環境溫度的變化造成的損害,如微小落塵、刮痕、腐蝕、不適當的溫濕度等;
- 塊規的精度影響校正的準確度:必須每隔一段時間進行一次校準。(三)塊規的內部校驗實務說明
塊規校驗實務作法如下說明:
塊規的擦拭清潔;
- 以放大鏡觀察表面有無刮傷及毛邊;
- 利用磁通器檢查塊規是否有殘留磁性,如果有則利用消磁器去除;
- 塊規需放置在恆溫台上(溫度保持在20±1℃;45%RH±5%)每增加25mm則需增加1H恆溫時間;
- 在標準塊規表面取多點,每一點量測3次,取其平均值。(四)塊規標準建校正實務(舉工廠品管作業實務作法)
- 塊規最大的目的是長度校正,塊規最大長度 1000mm (1.0005mm~1000mm) 是否需要購買塊規組?
- 需要的長度校正尺寸塊規才購買,一般會買5mm 、25mm 、50mm 、75mm 、100mm…等『A級』 基本長度塊規。
- 將這些『A級』標準塊規妥善保管。
- 定期「外校」由二級實驗室校正。
- 延伸作法: 可以利用『A級』標準塊規校正高精密量測儀器如「三次元座標量測儀」;「千分分釐卡」等;切記不能低階高校,校正其它標準塊規與高精密量測器具之校準作業。
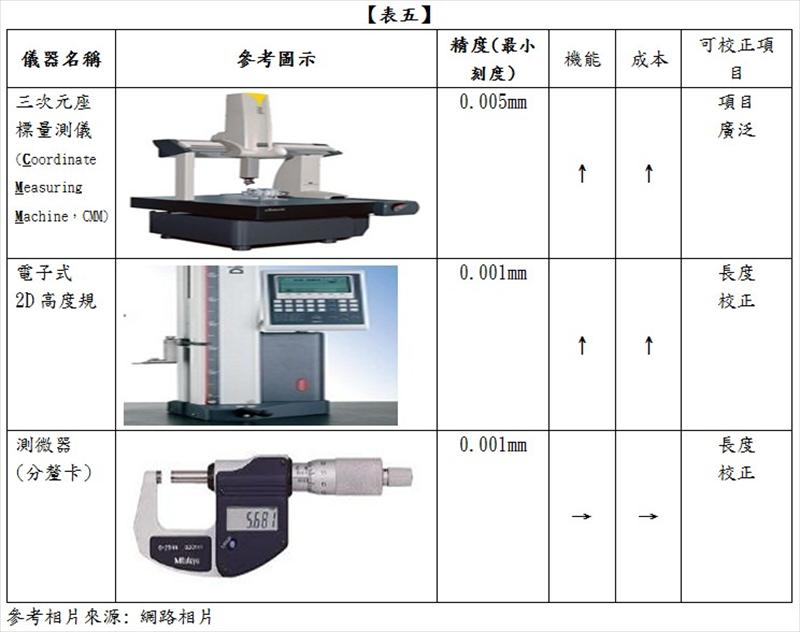
 (五)企業內可執行量測、校正高精度儀器,如下【表五】說明:
(五)企業內可執行量測、校正高精度儀器,如下【表五】說明: 三、標準件自製與校正實務說明
三、標準件自製與校正實務說明
在目前企業中內部實施量儀規校驗時,除了參照外部顧問或教育訓練機構教導的知識與技巧外,另外一個值得考慮的,則是標準件的建立。標準件的建立需考慮企業本身的實際需求,因為標準件價格昂貴,動輒上千、上萬或上百萬都有可能,有些標準件取得不易,需客製化訂製。標準件除了外購外,可以自己製作嗎? 這是一般從事企業內部校驗作業的我們,一直想問的一個答案,標準件一定要每年送二級實驗室校驗嗎? 標準件可以複製嗎?
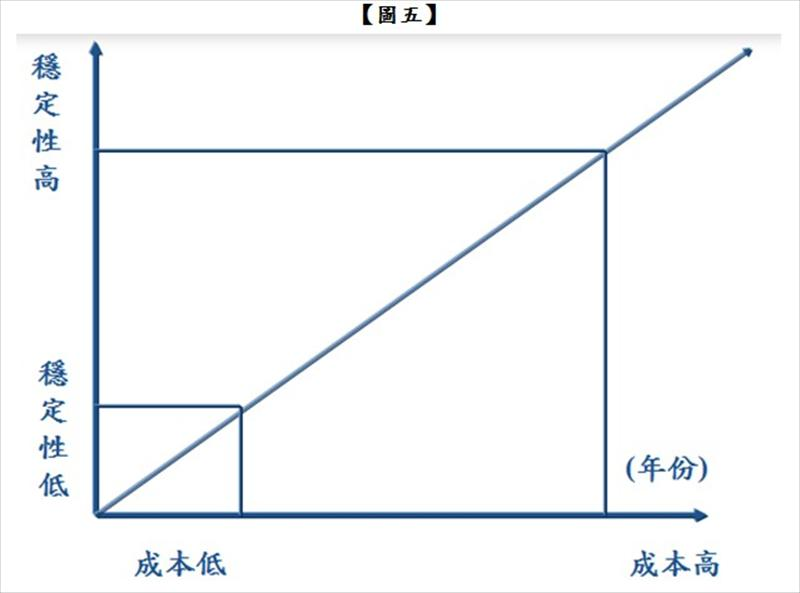
標準件的建立以企業的需求及成本考量,如企業經常使用的游標卡尺及分釐卡,因屬經常使用有必要為了成本、時間與校驗符合性著想,購買A級標準塊規數塊;或考量使用範圍,購買一整組塊規。標準建購入後,需要定期支出校驗維護費,否則此 A級標準塊規,失去標準件追溯體系與時效性,很容易發生失效的可能性,必須規定一個週期,全盤考慮當初購買時的塊規優/劣、使用頻率、穩定性等。由上述這些情報,讓身為企業內部儀器校驗的人員,可以制定一個最佳符合經濟平衡點的標準件鑑定成本;【圖五】說明標準件的優劣,攸關穩定性與校正維護成本有極密切的相關性。 (一)標準件的自製:
(一)標準件的自製:
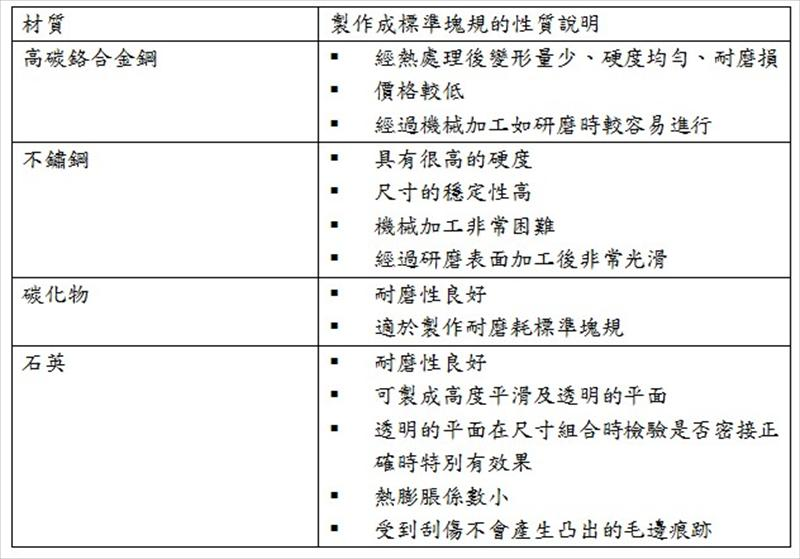
有時我們會遇到一個問題,這個量測器具或設備,沒有一個符合它需求的標準件時,怎麼去自己創造一個標準件? 設備商(貿易商)提供的標準件,可以信任嗎? 標準件並不需要在其全新狀態時即有高度之精密性,應盡量使其保存一較長之時間,以便具備持久性之尺寸與抗磨性;淬硬之鋼料均有改變其體積的趨勢,因而有害於尺寸之持久性。機械設備能夠製作精度在0.002μm的精度或更精細的要求;且表面粗度符合4個加工符號要求。圓形的標準件,不管是外徑或內徑,加工精度在0.002μm 內、表面粗度符合4個加工符號;且同心度、垂直度、同軸度都在極精準的要求內符合上述這些加工精度與幾何公差要求者,可以考慮自製標準件。(二)標準件的材質要求: (三)標準件的校正
(三)標準件的校正
自製的標準件,不能捨去追溯到二級實驗室校驗的要求,否則這標準件不算是標準件,只能作為企業內部工作比對件;送往二級實驗室校準後的標準件,經過內部校驗允收後,則可以成為企業的校驗標準件,自製的標準件,應力求與一般認知的標準件有相同與期待之水準要求。Q&A:
1. 如何選擇量測器具及定義適合的允收準則
(1) 校正標準件之選擇:依現有設備準確度評估—循 10:4:1準則選擇合適標準件。【例】數位游標卡尺準確度為0.01mm,標準件-A級塊規要求之準確度為(0.01*1/10)0.001mm~ (0.01*1/4)0.0025mm才能滿足需求。
(2) 儀器校驗精度允許範圍:儀器校驗精度最佳狀況是能達到檢驗規格公差之1/10~1/4倍。
【例】游標卡尺最小刻度為0.01mm,使用於量測鋼板、鋼捲尺寸,而尺寸之合格公差範圍為±0.16mm ,故此卡尺校驗合格精度範圍為多少?
【解答】
1 計算式為 0.16mm×(1/10) ~ 0.16mm× (1/4)
2 允許範圍: 0.016mm ~ 0.040mm
3 可以視實際需求、產品重要性而制定精度允許範圍。
4 允收準則:
- 參照國際標準
- 同業標準
- 實驗室建議準則
- 量測器具設備商建議基準內部自訂允收基準,建議往較嚴苛的基準建立,如對品質、工安、職安、環安等很重要,則須以較嚴謹的態度,審慎訂定允收準則,當然零誤差最好。
2. 工作標準件已經使用多年,近期有購入一個新的檢測器具,是要以新的儀器為主,當做是工作標準件;還是以舊有使用多時的工作標準件為主?
建議方式:
(1) 進行量測分析,可以進行多次量測,驗證儀器的重複精度,計算其準確度Ca。
(2) 量測分析計算儀器的精密度Cp。
(3) 由這兩個指數的優劣,酌情做一判定。四、結論
量測器具與標準件校正實務經驗,可透過學習成長,累積實作技巧經驗,先由小案例及可執行的校正設備著手,按照計畫逐步完成,將會創造無窮盡的能量。
