2017年11月29日 星期三
J-STD-020, Moisture Sensitivity Levels(MSL)濕度敏感等級分類解說
短小輕薄是現代科技的趨勢,連帶著電子零組件也得越做越小,可是越小的零件,其抗濕能力就越差,也越難承受 SMT reflow 高溫的洗禮。
再者,IC零件的封裝方式也越來越多樣化,只是不同的封裝製程及材料就代表著會有不同抗濕度入侵的能力。
一般來說,較早期的傳統插件零件(DIP),因為零件較大、夠堅固,所以其抗濕度防膨脹能力也就比較好。
想想看為何表面黏著(SMT)製程的零件比傳統插件(DIP)對濕氣影響來得敏感?原因如下:
• SMD製程的零件通常比較薄,所以比較不耐熱衝擊,且容易因為應力而引起彎折。
• SMD製程的零件比傳統插件更不耐濕氣影響,因為封裝的材料變少了,所以只要一點點的濕氣進入,經過高溫之後就會急速膨脹而引起分層。
電子零件如果遭到濕氣入侵零件內部,其最常見到的問題,是在流經 Reflow (回流焊)時水氣會因為快速的溫度上升而急速膨脹,進而由零件較脆弱(weak)的地方撐開,並造成零件分層剝離(delamination)的缺點,有時候零件雖然只有毛髮般的裂縫(micro crack),但隨著時間的流逝,裂縫會越裂越大,到最後形成電路不良。
為了因應SMD製程零件越來越普遍的趨勢,IPC/JEDEC定義了一套標準的『濕度敏感等級』 如下,有需要的人也可以到 Google 找【J-STD-020】。不過要注意的是,這份標準主要在幫助 IC製造廠 用以確認並定義其所生產之元器件到底符合哪種潮濕敏感等級(Moisture Sensitive Level, MSL)。如果是一般EMS工廠的SMT線建議參考J-STD-033以得到「濕敏等級」比較恰當的說明與了解。
下列這份表格的【Level】表示濕敏等級,等級從1~6,原則上【等級1(MSL 1)】表示零件對濕度的要求最低,也就是越不容易受到濕度的影響。而溼敏等級的數字越大,通常意謂著零件對濕度越敏感,也就是說只要零件暴露在有濕度的大氣環境中再流經回焊爐高溫時就可能因為濕氣入侵而造成損害問題。
表格中的【Floor Life(車間時間)】表示各等級的零件可以暴露於「30°C / 60% RH」以下的環境時所能放置的最長時間,也就是零件拆封後可以停留於有溫濕度控制車間內的使用期限,可以看到允許暴露大氣時間也隨著濕敏等級數字上升而一路往下降,因為對濕度越敏感的零件可以暴露於大氣中的時間越短。
表格中的【Soak Requirement(暴露濕度環境及時間要求)】算是本文的重頭戲,規範零件廠商測試其產品能夠符合何種「濕敏等級(MSL)」的預先暴露環境與時間條件。也就是待測試的樣品必須先置放於表格中所規定的溫度/濕度與一定時間後才能拿去過回焊爐(Reflow),回焊爐的溫度也有規定,請自行參考IPC/JEDEC J-STD-020規範,之後還要經過40倍放大鏡與超聲波掃描儀(SAM,scanning acoustic microscope)檢查有無不正常的裂縫(crack)發生,還要再經過電測以確保所有的樣品沒有功能上的問題才算pass。
規格強烈建議測試零件濕敏等級時最好從最低的濕敏等級開始測試,或依照過往的經驗判斷可能達到的等級開始測試,然後再依序提高標準往上測試,最終確認可以通過的濕敏等級。
測試的暴露時間裡有分Standard(標準)及Accelerated(加速)兩種規格,規格要求除非先前通過Standard暴露條件後發現有異常或已知[擴散啟動能量(Activation energy for Diffusion)]是 0.4-0.48eV(不要問工作熊什麼是「擴散啟動能量」?我也不知道啊!),才可以使用「加速相當(Accelerated Equivalent)」條件。
Table 1. IPC/JEDEC J-STD-20C MSL Classifications
Soak Requirements
(濕度環境要求)
Floor Life
(車間時間) Standard
(標準) Accelerated Equivalent
(加速)
Level Time Cond
°C/%RH Time (hrs) Cond
°C/%RH Time (hrs) Cond
°C/%RH
1 unlimited ≦30/85% 168+5/-0 85/85 n/a n/a
2 1 year ≦30/60% 168+5/-0 85/60 n/a n/a
2a 4 weeks ≦30/60% 696+5/-0 30/60 120+1/-0 60/60
3 168 hours ≦30/60% 192+5/-0 30/60 40+1/-0 60/60
4 72 hours ≦30/60% 96+2/-0 30/60 20+0.5/-0 60/60
5 48 hours ≦30/60% 72+2/-0 30/60 15+0.5/-0 60/60
5a 24 hours ≦30/60% 48+2/-0 30/60 10+0.5/-0 60/60
6 TOL ≦30/60% TOL 30/60 n/a 60/60
1) TOL means ‘Time on Label’, or the time indicated on the label of the packing.
2) The standard soak time is the sum of the default value of 24H for the semiconductor manufacturer’s exposure time (MET) between bake and bag and the floor life or maximum time allowed out of the bag at the end user or distributor’s facility. For example, an MSL 3 package will require a standard soak time of 192 hours, which is 168 hours of floor life plus 24 hours between bake and bag at the semiconductor manufacturer.
TOL:Time On Label,參考零件包裝標籤上的指示時間。
以濕敏等級3 (MSL level 3)來舉例說明,從[Floor Life]看,如果零件拆封後暴露於攝氏溫度30°C與60%濕度以內的環境下,那麼其於車間的總暴露時間就必須在168小時內打件並過完回流焊(Reflow),如果不能在規定時間內過完Reflow,就必須重新真空包裝,不過最好是重新烘烤後再重新包裝,因為重新烘烤後的時間就可以歸零重算。如果超過規定時間,則一定要重新烘烤後才能使用。
再看[Soak Requirements],待測試的零件樣品必須先經過烘烤確定沒有濕氣後,放置於攝氏溫度30°C與60%濕度的標準下,其總暴露時間為192小時。不過這個192小時其實包含了IC零件半導體廠商從零件完成烘烤後到包裝前可能用掉24小時的車間曝露時間,一般稱這段時間為MET (Manufacturer’s Exposure Time),所以給SMT表面貼著廠就只剩下168小時(=192-24)的車間時間(Floor Life)了。相信很多人看不懂?沒關係,反正一般人只要知道什麼樣的MSL拆封後可以放置於車間多久時間就可以了。
如果是零件商,就要注意這192小時的計算,剛剛說192小時其實要包含IC零件半導體廠商從零件完成烘烤後到包裝前可能用掉24小時的MET,那如果零件商的MET小於或大於24小時呢?是的,如果有這樣的情況時規格中有說明測試樣品的時候必須要扣除或增加樣品暴露於環境的時間,比如說零件商的MET只用了20個小時,那麼樣本的總暴露時間就會變成188小時(=192-(24-20)=188),原則上就是維持168小時(Floor Life)+MET。
至於[MSL 1]及[MSL 2]因為測試的樣品採用比一般車間環境還要高的溫濕度條件,所以無法直接對比暴露於車間的時間 (Floor Life),這部份可能使用濕度造成零件重量的增減來判斷,不在這裡介紹,其實工作熊也還沒學透啦!
2017年11月22日 星期三
什麼是ORT(On-Going Reliability Test)?ORT和 Reliability測試有什麼不同?
什麼是ORT(On-Going Reliability Test)?ORT和 Reliability測試有什麼不同?
Posted by 工作熊
十一月 22, 2017
ORT(On-going Reliability Test)似乎沒有一個正式的中文翻譯名稱,而工作熊把ORT解釋為「持續性的可靠度測試」。就工作熊個人的了解,ORT應該可以算是一種針對量產品(Mass Production)為了確保其是否仍然可以維持與剛開始量產時壽命一致的一種測試手段。你也可以把它當成是為了維持「量產」品質與「設計」品質一致的一種信賴度測試方法。
一般在大量生產的流水產線上常規只會執行電子線路測試(例如ICT或MDA)與功能測試(FVT),而這樣的測試基本上只能保證組裝工廠的製程品質,也就是檢查電子零件及線路有無開、短路或用錯料等問題,可是量產品隨著時間的推移,零件廠商的來料可能會有品質上的波動或是材料上的更換,而且我們大部分的產品也都會導入第二零件供應商(2nd source)的來料,再加上我們工廠的製程也可能會有所調整,這些零件與製程上的變動都可能讓產品的品質及壽命與當初的設計產生差異,為了可以將量產品質維持在一定的水準之上,於是就有了ORT測試的產生。
ORT和Reliability測試有什麼不同?
這裡要先澄清一下,研發時的信賴度測試(Reliability Test)為了節省時程,趕上市場的腳步,一般都會採用所謂的「加速壽命測試(Accelerated Life Testing)」,也就是將產品放到環境測試機內(Environmental test)或是給予壓力測試(Stress test)來加速產品老化以模擬可能出現的狀況。
但是ORT測試一般沒有這樣的時間壓力,所以可以依照一般使用者操作的環境來測試以確認產品真正的品質。
ORT應該測試哪些項目?
原則上ORT的測試項目應該與新產品研發當時的DQ測試項目一致,這樣才能確保「量產」品質與「設計」品質一致,但是DQ的測試項目一般會包含破壞性測試,比如說滾動測試(tumble test)、裸機摔落測試(Impact drop test)、高低溫循環測試(Temperature cycle test)、熱衝擊測試(Thermal test)…等,而且需要的樣品數可能會比較多,基於投資報酬比,如果是比較貴重的產品,可能就會降低抽樣數或抽樣頻率,甚至可能會去除某些DQ時的測項,或是改用其他方式來取代,比如用常規測試來取代加速測試。
另外,隨著產品穩定下來,有些公司也會刪減部分的測試項目,當然這些測試項目必須依據產品特性經過討論與數計收集後做成決定。
ORT的抽樣頻率為何?
這個基本上也是依據產品特性來設定的,可能從每一批生產中抽樣,或者每一季才抽樣一次,或是每生產多少產品抽取一次,一般量大、便宜、品質還未穩定的產品可以每批抽樣,而較貴重、量少、品質已趨於穩定的產品抽樣頻率就越長。
ORT測試後的樣品如何處置?
一般來說如果沒有問題,ORT測試後的樣品都會在保存一定時間後報廢,因為ORT測試就是一種壽命測試,ORT測試後的樣品如果沒有損壞也會變成二手品,怎麼可以拿二手品當新品去賣給客戶,當然或許會有某些特別貴重的商品例外。
ORT如果測試Fail該如何處理?
ORT測試時一定要紀錄該批生產的相關資訊,一旦發現有品質異常時,視情節重大,產品可能廠內重工、攔截在貨倉、招回,或是什麼都不做僅留記錄,什麼都不做?因為ORT測試通常曠日費時,有時候發現問題時商品可能都已經出貨到終端客戶的手上了,這時候如果發動招回,花費是巨大的,所以如果不是重大的品質問題,一般這時候都會先按兵不動,但必須先模擬可能的狀況,比如說客戶發現不良後,安排盡快送回修理,或是提供新品更換服務…等。
ORT是否可以取消?
有網友問到ORT持續監測了兩年都沒有發現有不良(Fail)的現象,是否可以取消呢?首先要認清楚ORT的主要目的是確認生產製程品質的持續穩定性,這個測試基本上應該定義為輔助測試,測試Pass為正常現象。所以,一般不建議取消ORT的測試,但是如果產量已經小到某一程度,或是產品已經EOL(End Of Life),就可以中止ORT了。
ORT測試的盲點
因為ORT測試的時間很長,通常在ORT測試結束或是有結果時,商品早就已經上架販售或已經流到顧客的手上,除非ORT測試後發現重大的品質問題,否則一般來說只能提前預測市場上可能出現的品質問題,讓自己先有個底,可以提前佈置可能的解決方案。
幾個ORT不可取代優點:
• 確認量產品質與設計品質保證。
• 補足產線常規測試項目不足的長時間性賴度測試結果。
• 可以提前預估市場可能出現的品質問題,給予更多的對策時間。
• 可以提供日後品質改善的參考。
2017年11月21日 星期二
QR Code 字元數高達4,296個英文字母
QR Code為目前最常被使用的一種二維條碼,1994年由日本Denso-Wav e公司發明,QR是英文Qu ick Response的縮寫,即快速反應的意思,1999年時,公布了符合日本當地的標準-「日本工業規格JIS」;之後,於2000年即獲得國際標準組織ISO的認可成為標準國際標準-ISO/IEC 18004,QR Code從此就成全球標準的二維條碼規格,QR Code比普通條碼可儲存更多資料,亦無須像普通條碼般在掃描時需直線對準掃描器。
QR Code呈正方形,雖然以往都是以黑白兩色呈現,但現在隨著編解碼程式的最佳化和相機照相品質的提升,QR Code的圖形顏色不再只是黑白,已開始使用各種不同顏色來呈現,在圖形的四個角落,印有三個像「回」字的正方圖案,它們是用來幫助解碼軟體定位的圖案,使用者不需要對準,無論以任何角度掃描,資料仍幾乎皆可被正確讀取。
QR Code可儲存資料之大是有多厲害?您不可不知!它能夠記錄的數字字元就高達7,089個,或是4,296個英文字母,光是英文字母的記憶能力,就可以儲存一段不少的資訊。想一想,原本以往寫在一封A4大小的英文信上所包含的文數字數量,現在卻只需要將這些英文字以QR Code編碼,再印在小小的明信片上就可以了。
記錄英文、數字,這只是小CASE的啦,因為QR Code還能儲存以Shift-JIS編碼的日文漢字與片假名、以全世界共通標準之“萬國碼”(UniCode,UTF-8)編碼的中文字,而全部可以儲存的中文字數亦能達到984個;另外,採用BIG5編碼的中文漢字,則可儲存字數達1,800個字元。
QR Code亦具有容錯能力,意思是說QR Code圖形有破損時,仍然可以被機器讀取其內容,破損面積為7%~30%時仍可完整被讀取,容錯能力的等級分為L、M、Q、H四級,一般使用M級,而台灣OMI@行動上網聯盟的規範即為使用M級。相對的,容錯能力愈高時,QRCode圖形面積則愈大,所以一般折衷選用M級的15%容錯能力,臺灣的行動上網聯盟所制定的「QR Code應用共通標準規範」,就是採用了符合ISO╱IEC18004:2000標準規範的QRCode條碼技術做為編碼技術。
QR Code的發明人Denso為日本公司,而全世界知名QR Code品牌廠商,就是在台灣的金揚資訊科技,該公司以QuickMark品牌行銷全球,與國際知名大廠都有行銷活動的配合,有興趣的請參考 www.quickmark.com.tw,或到網路上搜尋QuickMark。
詳述DRAM、SDRAM及DDR SDRAM的概念
2014/08/14 來源:EDN電子設計技術
DRAM(動態隨機訪問存儲器)對設計人員特別具有吸引力,因為它提供了廣泛的性能,用於各種計算機和嵌入式系統的存儲系統設計中。本文概括闡述了DRAM 的概念,及介紹了SDRAM、DDRSDRAM、DDR2 SDRAM、DDR3 SDRAM、DDR4 SDRAM、LPDDR、GDDR。
DRAM
DRAM較其它內存類型的一個優勢是它能夠以IC(集成電路)上每個內存單元更少的電路實現。DRAM 的內存單元基於電容器上貯存的電荷。典型的DRAM 單元使用一個電容器及一個或三個FET(場效應電晶體)製成。典型的SRAM (靜態隨機訪問內存)內存單元採取六個FET 器件,降低了相同尺寸時每個IC 的內存單元數量。與DRAM 相比,SRAM 使用起來更簡便,接口更容易,數據訪問時間更快。
DRAM核心結構由多個內存單元組成,這些內存單元分成由行和列組成的兩維陣列(參見圖1)。訪問內存單元需要兩步。先尋找某個行的地址,然後在選定行中尋找特定列的地址。換句話說,先在DRAM IC 內部讀取整個行,然後列地址選擇DRAM IC I/O(輸入/ 輸出)針腳要讀取或要寫入該行的哪一列。
DRAM讀取具有破壞性,也就是說,在讀操作中會破壞內存單元行中的數據。因此,必需在該行上的讀或寫操作結束時,把行數據寫回到同一行中。這一操作稱為預充電,是行上的最後一項操作。必須完成這一操作之後,才能訪問新的行
,這一操作稱為關閉打開的行。
對計算機內存訪問進行分析後表明,內存訪問中最常用的類型是讀取順序的內存地址。這是合理的,因為讀取計算機指令一般要比數據讀取或寫入更加常用。此外,大多數指令讀取在內存中順序進行,直到發生到指令分支或跳到子例程。
...
圖1. DRAMs 內存單元分成由行和列組成的兩維陣列。
DRAM的一個行稱為內存頁面,一旦打開行,您可以訪問該行中多個順序的或不同的列地址。這提高了內存訪問速度,降低了內存時延,因為在訪問同一個內存頁面中的內存單元時,其不必把行地址重新發送給DRAM。結果,行地址是計算機的高階地址位,列地址是低階地址位。由於行地址和列地址在不同的時間發送,因此行地址和列地址復用到相同的DRAM 針腳上,以降低封裝針腳數量、成本和尺寸。一般來說,行地址尺寸要大於列地址,因為使用的功率與列數有關。
早期的RAM擁有控制信號,如RAS# (行地址選擇低有效)和CAS# (列地址選擇低有效),選擇執行的行和列尋址操作。其它DRAM 控制信號包括用來選擇寫入或讀取操作的WE# (寫啟動低有效)、用來選擇DRAM的CS#(晶片選擇低有效)及OE# (輸出啟動低有效)。早期的DRAM擁有異步控制信號,並有各種定時規範,涵蓋了其順序和時間關係,來確定DRAM 工作模式。
早期的DRAM讀取周期有四個步驟。第一步,RAS# 與地址總線上的行地址變低。第二步,CAS# 與地址總線上的列地址變低。第三步,OE#變低,讀取數據出現在DQ 數據針腳上。在DQ 針腳上提供數據時,從第一步第三步的時間稱為時延。最後一步是RAS#, CAS# 和OE# 變高(不活動),等待內部預充電操作在破壞性讀取後完成行數據的恢復工作。從第一步開始到最後一步結束的時間是內存周期時間。上述信號的信號定時與邊沿順序有關,是異步的。這些早期DRAM沒有同步時鐘操作。
DRAM 內存單元必需刷新,避免丟失數據內容。這要求丟失電荷前刷新電容器。刷新內存由內存控制器負責,刷新時間指標因不同DRAM內存而不同。內存控制器對行地址進行僅RAS# 循環,進行刷新。在僅RAS# 循環結束時,進行預充電操作,恢復僅RAS# 循環中尋址的行數據。一般來說,內存控制器有一個行計數器,其順序生成僅RAS# 刷新周期所需的所有行地址。
刷新策略有兩個(參見圖2)。第一個策略內存控制器在刷新周期突發中順序刷新所有行,然後把內存控制返回處理器,以進行正常操作。在到達最大刷新時間前,會發生下一個刷新操作突發。第二個刷新策略是內存控制器使用正常處理器內存操作隔行掃描刷新周期。這種刷新方法在最大刷新時間內展開刷新周期。
...
圖2. DRAM 刷新實現方案包括分布式刷新和突發刷新。
早期的DRAM 演進及實現了DRAM IC 上的刷新計數器,處理順序生成的行地址。在DRAM IC 內部,刷新計數器是復用器輸入,控制著內存陣列行地址。另一個復用器輸入來自外部地址輸入針腳的行地址。這個內部刷新計數器不需要內存控制器中的外部刷新計數器電路。部分DRAM 在RAS# 周期前支持一個CAS#,以使用內部生成的行地址發起刷新周期。
SDRAM
在接口到同步處理器時,DRAM 的異步操作帶來了許多設計挑戰。
SDRAM (同步DRAM)是為把DRAM操作同步到計算機系統其餘部分,而不需要根據CE# (晶片啟動活動低)、RAS#、CAS#和WE#邊沿轉換順序定義所有內存操作模式而設計的。
SDRAM增加了時鐘信號和內存命令的概念。內存命令的類型取決於SDRAM 時鐘上升沿上的CE#, RAS#,CAS# 和WE# 信號狀態。產品資料根據CE#, RAS#,CAS# 和WE# 信號狀態,以表格形式描述內存命令。
例如,Activate (激活)命令向SDRAM發送一個行地址,打開內存的一個行(頁面)。然後是一個Deselect (反選)命令序列,在對列地址發送Read 或Write 命令前滿足定時要求。一旦使用Activate命令打開內存的行(頁面),那麼可以在內存的該行(頁面)上運行多個Read和Write命令。要求Precharge(預充電)命令,關閉該行,然後才能打開另一行。
表1. DDR SDRAM 數據速率和時鐘速度。
DDR SDRAM
通過提高時鐘速率、突發數據及每個時鐘周期傳送兩個數據位(參見表1),DDR (雙倍數據速率) SDRAM 提高了內存數據速率性能。DDR SDRAM 在一條讀取命令或一條寫入命令中突發多個內存位置。讀取內存操作必需發送一條Activate 命令,後面跟著一條Read 命令。內存在時延後以每個時鐘周期兩個內存位置的數據速率應答由兩個、四個或八個內存位置組成的突發。因此,從兩個連續的時鐘周期中讀取四個內存位置,或把四個內存位置寫入兩個連續的時鐘周期中。
DDR SDRAM 有多個內存條,提供多個隔行掃描的內存訪問,從而提高內存帶寬。內存條是一個內存陣列,兩個內存條是兩個內存陣列,四個內存條是四個內存陣列,依此類推(參見圖3)。四個內存條要求兩個位用於內存條地址(BA0 和BA1)。
...
圖3. DDR SDRAM中多個內存條提高了訪問靈活性,改善了性能。
例如,有四個內存條的DDR SDRAM的工作方式如下。首先,Activate命令在第一個內存條中打開一行。第二個Activate命令在第二個內存條中打開一行。現在,可以把Read 或Write 命令的任意組合發送到打開行的第一個內存條或第二個內存條。在內存條上的Read 和Write 操作結束時,Precharge 命令關閉行,內存條對Activate 命令準備就緒,可以打開一個新行。
注意,DDR SDRAM要求的功率與打開行的內存條數量有關。打開的行越多,要求的功率越高,行尺寸越大,要求的功率越高。因此,對低功率應用,一次在每個內存條中只應打開一行,而不是一次打開行的多個內存條。
在內存條地址位連接到內存系統中的低階地址位時,支持隔行掃描連續內存條中的連續內存字。在內存條地址位連接到內存系統中的高階地址時,連續內存字位於同一個內存條中。
存儲器基本概念
存儲器(Memory)是計算機系統中的記憶設備,用來存放程序和數據。計算機中全部信息,包括輸入的原始數據、電腦程式、中間運行結果和最終運行結果都保存在存儲器中。它根據控制器指定的位置存入和取出信息。有了存儲器,計算機才有記憶功能,才能保證正常工作。按用途存儲器可分為主存儲器(內存)和輔助存儲器(外存),也有分為外部存儲器和內部存儲器的分類方法。外存通常是磁性介質或光碟等,能長期保存信息。內存指主板上的存儲部件,用來存放當前正在執行的數據和程序,但僅用於暫時存放程序和數據,關閉電源或斷電,數據會丟失。
SDRAM是什麼意思
SDRAM是指同步動態隨機存取內存(synchronous dynamic random access memory,簡稱SDRAM)是有一個同步接口的動態隨機存取內存(dynamic random access memory,簡稱DRAM)。通常動態隨機存取內存(DRAM)是有一個異步接口的,這樣它可以隨時響應控制輸入的變化。而SDRAM有一個同步接口,在響應控制輸入前會等待一個時鐘信號,這樣就能和計算機的系統總線同步。時鐘被用來驅動一個有限狀態機,對進入的指令進行流水線操作。這使得SDRAM與沒有同步接口的異步DRAM(asynchronous DRAM)相比,可以有一個更複雜的操作模式。
什麼是SDRAM
Synchronous Dynamic Random Access Memory,同步動態隨機存儲器,同步是指 Memory工作需要同步時鐘,內部的命令的發送與數據的傳輸都以它為基準;動態是指存儲陣列需要不斷的刷新來保證數據不丟失;隨機是指數據不是線性依次存儲,而是自由指定地址進行數據讀寫。
DDR3 SDRAM
DDR3 SDRAM 是一種性能演進版本,增強了SDRAM技術,它從800 Mb/s開始,這是大多數DDR2 SDRAM支持的最高數據速率。DDR3 SDRAM支持六檔數據速率和時鐘速度(參見表3)。DDR3-800/1066/1333SDRAM 於2007 年投入使用,DDR3-1600/1866SDRAM 則預計在2008 年投入使用,DDR3-2133SDRAM 則預計在2009 投入使用。
DDR3-1066 SDRAM的能耗低於DDR2-800 SDRAM,因為DDR3 SDRAM 的工作電壓是1.5 V,是DDR2SDRAM 的83%,DDR2 SDRAM 的工作電壓是1.8 伏。此外,DDR3 SDRAM數據DQ驅動器的阻抗是34歐姆,DDR2 SDRAM 的阻抗較低,是18 歐姆。
...
表3. 預計的DDR3 SDRAM 數據速率和時鐘速度。
DDR3 SDRAM 將從512 Mb 內存開始,將來將發展到8 Gb 內存。與DDR2 SDRAM 一樣,DDR3 SDRAM 數據輸出配置包括x4、x8 和x16。DDR3 SDRAM 有8 個內存條,DDR2 SDRAM 則有4 個或8 個內存條,具體視內存大小而定。
DDR2 和DDR3 SDRAM 都有4 個模式寄存器。DDR2 定義了前兩個模式寄存器,另兩個模式寄存器則預留給將來使用。DDR3使用全部4個模式寄存器。一個重要差異是DDR2 模式寄存器規定了讀出操作的CAS 時延,寫入時延則是1減去模式寄存器讀出時延設置。DDR3模式寄存器對CAS 讀出時延和寫入時延的設置是唯一的。
DDR3 SDRAM使用8n預取架構,在4個時鐘周期中傳送8 個數據字。DDR2 SDRAM 使用4n 預取架構,在2個時鐘周期中傳送4 個數據字。
DDR3 SDRAM 模式寄存器可以編程為支持飛行突變,這會把傳送8個數據字縮短到傳送4個數據字,這在讀出或寫入命令期間把地址行12 設為低來實現。飛行突變在概念上與DDR2 和DDR3 SDRAM 中地址行10 的讀出和寫入自動預充電功能類似。
值得一提的另一個DDR3 SDRAM屬性是差分的數據選通信號DQS,DDR2 SDRAM數據通信號則可以由模式寄存器編程為單端或差分。DDR3 SDRAM 還有一個新引腳,這個引腳為活動低異步RESET# 引腳,通過把SDRAM 置於已知狀態,而不管當前狀態如何,改善系統穩定性。DDR3 SDRAM 使用的FBGA 封裝類型與DDR2 SDRAM 相同。
DDR3 DIMM為DIMM上的命令、時鐘和地址提供了端接。採用DDR2 DIMM 的內存系統端接主板上的命令、時鐘和地址。DIMM上的DDR3 DIMM端接支持飛行拓撲,SDRAM 上的每個命令、時鐘和地址引腳都連接到一條軌跡上,然後這條軌跡終結在DIMM的軌跡端。這改善了信號完整性,其運行速度要快於DDR2 DIMM樹型結構。
飛行拓撲為內存控制器引入了新的DDR3 SDRAM寫入電平功能,考慮了寫入過程中時鐘CK和數據選通信號DQS 之間的定時偏移。DDR3 DIMM 的主要不同於DDR2 DIMM,防止把錯誤的DIMM 插入主板中。
DDR4 SDRAM
DDR4 SDRAM 已經拉開帷幕,預計將在2012 年發布。其目標是在1.2V 或以下的電源上運行這些新存儲器晶片,同時實現每秒200 萬以上的數據傳送速度。
GDDR 和LPDDR
其它DDR變種,如GDDR (圖形DDR)和LPDDR (低功率DDR),在業內的地位也在不斷提高。
GDDR是一種圖形卡專用存儲技術,目前規定的變種有四個:GDDR2、GDDR3、GDDR4 和GDDR5。GDDR的技術與傳統DDR SDRAM 非常類似,但功率要求不同。其降低了功率要求,以簡化冷卻,提供更高性能的存儲器模塊。GDDR也是為更好地處理處理圖形要求設計的。
LPDDR 採用166 MHz 時鐘速率,在要求低功耗的可攜式消費電子中正越來越流行。LPDDR2 改善了能源效率,其工作電壓最低1.2V,時鐘速度為100 -533 MHz。
快閃記憶體基本原理
什麼是快閃記憶體?了解快閃記憶體最好的方式就是從它的「出生」它的「組成」均研究的透徹底底的。
快閃記憶體的存儲單元為三端器件,與場效應管有相同的名稱:源極、漏極和柵極。柵極與矽襯底之間有二氧化矽絕緣層,用來保護浮置柵極中的電荷不會泄漏。採用這種結構,使得存儲單元具有了電荷保持能力,就像是裝進瓶子裡的水,當你倒入水後,水位就一直保持在那裡,直到你再次倒入或倒出,所以快閃記憶體具有記憶能力。
...
與場效應管一樣,快閃記憶體也是一種電壓控制型器件。NAND型快閃記憶體的擦和寫均是基於隧道效應,電流穿過浮置柵極與矽基層之間的絕緣層,對浮置柵極進行充電(寫數據)或放電(擦除數據)。而NOR型快閃記憶體擦除數據仍是基於隧道效應(電流從浮置柵極到矽基層),但在寫入數據時則是採用熱電子注入方式(電流從浮置柵極到源極)。
場效應管工作原理
場效應電晶體(Field Effect Transistor縮寫(FET))簡稱場效應管。一般的電晶體是由兩種極性的載流子,即多數載流子和反極性的少數載流子參與導電,因此稱為雙極型電晶體,而FET僅是由多數載流子參與導電,它與雙極型相反,也稱為單極型電晶體。它屬於電壓控制型半導體器件,具有輸入電阻高(108~109Ω)、噪聲小、功耗低、動態範圍大、易於集成、沒有二次擊穿現象、安全工作區域寬等優點,現已成為雙極型電晶體和功率電晶體的強大競爭者。
快閃記憶體採用MOSFET來存放數據
MOSFET結構如下圖
...
數據就存放在floating gate(懸浮門)之中,一個門可以存放1bit數據
如圖所示,門中電壓有個閾值Vth
如果檢測到電壓超過Vth,那麼便認為這個bit是0
數據的寫入和擦除,都通過controlgate來完成。
至於具體的步驟。
涉及到半導體基礎知識,如果需要了解,請參考模擬電路相關書籍。
這是一個比特,對於快閃記憶體來說,如圖
...
這是一個快閃記憶體顆粒的內部結構,每一行是其中一個page,一個page由33792個剛才那樣的門組成。
共4KByte,注意這裡單位是千字節1Byte=8bit 這裡總共有64個page,組成了一個block。
wordline是字線,由其控制讀取和寫入,所以page是最小的讀寫單位 而這個block是最小的擦除單位。
我們知道快閃記憶體顆粒分為SLC MLC TLC 這就是因為對電壓的分級不同。
SLC將電壓分為2級,大於Vth表示0小於Vth表示1,一個CELL只表示1個bit MLC是Multi-Level Cell,將電壓分為4份,分別可以表示00 01 10 11,一個CELL表示2個bit TLC是Triple-Level Cell,將電壓分為8份,可以表示000 001 010 011 100 101 110 111 一個CELL表示3個bit。
Cactus(仙人掌科技有限公司)創造工業級快快閃記憶體儲裝置,不斷改進品質系統,專注快快閃記憶體儲品牌,並為進入國內市場而努力。
Flash晶片你都認識嗎?
Flash晶片你都認識嗎?
2016/03/16 來源:21IC中國電子網
Flash存儲器,簡稱Flash,它結合了ROM和RAM的長處,不僅具備電子可擦除可編程的性能,還不會因斷電而丟失數據,具有快速讀取數據的特點;在現在琳琅滿目的電子市場上,Flash總類可謂繁多,功能各異,而你對它了解有多少呢?
為了讓大家更深入了解Flash,今天將主要根據晶片的通信協議並且結合Flash的特點,給大家一個全新認識。
一、IIC EEPROM
IIC EEPROM,採用的是IIC通信協議;IIC通信協議具有的特點:簡單的兩條總線線路,一條串行數據線(SDA),一條串行時鐘線(SCL);串行半雙工通信模式的8位雙向數據傳輸,位速率標準模式下可達100Kbit/s;一種電可擦除可編程只讀存儲器,掉電後數據不丟失,由於晶片能夠支持單字節擦寫,且支持擦除的次數非常之多,一個地址位可重複擦寫的理論值為100萬次,在實際應用中具有著不可替代的作用。日常我們常接觸晶片型號有 AT24C02、FM24C02、CAT24C02等,其常見的封裝多為DIP8,SOP8,TSSOP8等。
二、SPI NorFlash
SPI NorFlash,採用的是SPI 通信協議,有4線(時鐘,兩個數據線,片選線)或者3線(時鐘,兩個數據線)通信接口,由於它有兩個數據線能實現全雙工通信,因此比IIC通信協議的 IIC EEPROM的讀寫速度上要快很多。SPI NorFlash具有NOR技術Flash Memory的特點,即程序和數據可存放在同一晶片上,擁有獨立的數據總線和地址總線,能快速隨機讀取,允許系統直接從Flash中讀取代碼執行;可以單字節或單字編程,但不能單字節擦除,必須以Sector為單位或對整片執行擦除操作,在對存儲器進行重新編程之前需要對Sector或整片進行預編程和擦除操作。
NorFlash在擦寫次數上遠遠達不到IIC EEPROM,並且由於NOR技術Flash Memory的擦除和編程速度較慢,塊尺寸又較大,因此擦除和編程操作所花費的時間會很長;但SPI NorFlash接口簡單,使用的引腳少,易於連接,操作方便,並且可以在晶片上直接運行代碼,其穩定性出色,傳輸速率高,在小容量時具有很高的性價比,這使其很適合應於嵌入式系統中作為 FLASH ROM,所以在市場的占用率非常高。
我們通常見到的S25FL128、MX25L1605、W25Q64等型號都是SPI NorFlash,其常見的封裝多為SOP8,SOP16,WSON8,US0N8,QFN8、BGA24等。
...
三、Parallel NorFalsh (CFI Flash)
Parallel NorFalsh,也叫做並行NorFlash,採用的Parallel接口通信協議,擁有獨立的數據線和地址總線,它同樣繼承了NOR技術Flash Memory的所有特點;由於採用了Parallel接口,。
Parallel NorFalsh相對於SPI NorFlash,支持的容量更大,讀寫的速度更快,但是由於占用的地址線和數據線太多,在電路電子設計上會占用很多資源。Parallel NorFalsh讀寫時序類似於SRAM,只是寫的次數較少,速度也慢,由於其讀時序類似於SRAM,讀地址也是線性結構,所以多用於不需要經常更改程序代碼的數據存儲。
我們通常見到的S29GL128、MX29GL512、SST39VF020等型號都是Parallel NorFlash,其常見的封裝多為TSSOP32、TSOP48、BGA64,PLCC32等。
...
四、Parallel NandFlash
Parallel NandFlash同樣採用了Parallel接口通信協議,NandFlash在工藝製程方面分有三種類型:SLC、MLC、TLC。 NandFlash技術Flash Memory具有以下特點:以頁為單位進行讀和編程操作,以塊為單位進行擦除操作;具有快編程和快擦除的功能,其塊擦除時間是2ms,而NOR技術的塊擦除時間達到幾百ms;晶片尺寸小,引腳少,是位成本(bit cost)最低的固態存儲器;晶片包含有壞塊,其數目取決於存儲器密度。壞塊不會影響有效塊的性能,但設計者需要有一套的壞塊管理策略!
對比Parallel NorFalsh,NandFlash在擦除、讀寫方面,速度快,使用擦寫次數更多,並且它強調更高的性能,更低的成本,更小的體積,更大的容量,更長的使用壽命。這使NandFlash很擅於存儲純資料或數據等,在嵌入式系統中用來支持文件系統。其主要用來數據存儲,大部分的U盤都是使用 NandFlash,當前NandFlash在嵌入式產品中應用仍然極為廣泛,因此壞塊管理、掉電保護等措施就需要依賴NandFlash使用廠家通軟體進行完善。
我們通常見到的S34ML01G100、MX30LF2G18AC、MT29F4G08ABADA等型號都是Parallel NandFlash,其常見的封裝多為TSOP48、BGA63、BGA107,BGA137等。
...
五、SPI NandFlash
SPI NandFlash,採用了SPI NorFlash一樣的SPI的通信協議,在讀寫的速度上沒什麼區別,但在存儲結構上卻採用了與Parallel NandFlash相同的結構,所以SPI nand相對於SPI norFlash具有擦寫的次數多,擦寫速度快的優勢,但是在使用以及使用過程中會同樣跟Parallel NandFlash一樣會出現壞塊,因此,也需要做特殊壞塊處理才能使用;
SPI NandFlash相對比Parallel NandFlash還有一個重要的特點,那就是晶片自己有內部ECC糾錯模塊,用戶無需再使用ECC算法計算糾錯,用戶可以在系統應用當中可以簡化代碼,簡單操作;
我們通常見到的W25N01GVZEIG、GD5F4GQ4UBYIG、F50L1G41A等型號都是SPI NandFlash,其常見的封裝多為QFN8、BGA24等。
...
六、eMMC Flash
eMMC採用統一的MMC標準接口,自身集成MMC Controller,存儲單元與NandFlash相同。針對Flash的特性,eMMC產品內部已經包含了Flash管理技術,包括錯誤探測和糾正,Flash平均擦寫,壞塊管理,掉電保護等技術。MMC接口速度高達每秒52MBytes,eMMC具有快速、可升級的性能,同時其接口電壓可以是 1.8v 或者是 3.3v。
eMMC相當於NandFlash+主控IC ,對外的接口協議與SD、TF卡一樣,主要是針對手機或平板電腦等產品的內嵌式存儲器標準規格。eMMC的一個明顯優勢是在封裝中集成了一個控制器,它提供標準接口並管理快閃記憶體,使得手機廠商就能專注於產品開發的其它部分,並縮短向市場推出產品的時間。這些特點對於希望通過縮小光刻尺寸和降低成本的NAND 供應商來說,同樣的重要。
eMMC由一個嵌入式存儲解決方案組成,帶有MMC(多媒體卡)接口、快閃記憶體設備(Nand Flash)及主控制器,所有都在一個小型的BGA 封裝,最常見的有BGA153封裝;我們通常見到的KLMAG8DEDD、THGBMAG8B4JBAIM、EMMC04G-S100等型號都是eMMC Flash。eMMCFlash存儲容量大,市場上32GByte容量都常見了,其常見的封裝多為BGA153、BGA169、BGA100等。。
...
七、USF2.0
JEDEC在2013年9月發布了新一代的通用快閃記憶體存儲器標準USF2.0,該標準下得快閃記憶體讀寫速度可以高達每秒1400MB,這相當於在兩秒鐘內讀寫兩個CD光碟的數據,不僅比eMMC有更巨大的優勢,而且它甚至能夠讓電腦上使用的快閃記憶體存儲介質固態硬碟也相形見絀。UFS快閃記憶體規格採用了新的標準2.0接口,它使用的是串行介面,很像PATA、SATA的轉換,並且它支持全雙工運行,可同時讀寫操作,還支持指令隊列。相對之下,eMMC是半雙工,讀寫必須分開執行,指令也是打包,在速度上就已經是略遜一籌了,而且UFS晶片不僅傳輸速度快,功耗也要比eMMC5.0低一半,可以說是日後旗艦手機快閃記憶體的理想搭配。目前僅有少數的半導體廠商有提供封裝成品,如三星、東芝電子等。
...
Flash因功能不同,使用的領域也各異,它在電子市場上應用極為廣泛,需求量極大,每日的需求量可達百萬的數量級,工廠要保證生產效率就必須要求所用的編程高穩定、高速度,目前國內ZLG致遠電子的SmartPRO 6000F-Plus是給Flash量身定製的一款高效能的Flash專燒編程器。
NAND flash和NOR flash的區別詳解
2016/03/23 來源:21IC中國電子網
我們使用的智慧型手機除了有一個可用的空間(如蘋果8G、16G等),還有一個RAM容量,很多人都不是很清楚,為什麼需要二個這樣的晶片做存儲呢,這就是我們下面要講到的。這二種存儲設備我們都統稱為「FLASH」,FLASH是一種存儲晶片,全名叫Flash EEPROM Memory,通地過程序可以修改數據,即平時所說的「快閃記憶體」。Flash又分為NAND flash和NOR flash二種。U盤和MP3里用的就是這種存儲器。
相「flash存儲器」經常可以與相「NOR存儲器」互換使用。許多業內人士也搞不清楚NAND快閃記憶體技術相對於NOR技術的優越之處,因為大多數情況下快閃記憶體只是用來存儲少量的代碼,這時NOR快閃記憶體更適合一些。而NAND則是高數據存儲密度的理想解決方案。NOR Flash 的讀取和我們常見的 SDRAM 的讀取是一樣,用戶可以直接運行裝載在 NOR FLASH 裡面的代碼,這樣可以減少 SRAM 的容量從而節約了成本。 NAND Flash 沒有採取內存的隨機讀取技術,它的讀取是以一次讀取一塊的形式來進行的, 通常是一次讀取 512 個字節,採用這種技術的 Flash 比較廉價。用戶 不能直接運行 NAND Flash 上的代碼,因此好多使用 NAND Flash 的開發板除了使用 NAND Flah 以外,還作上了 一塊小的 NOR Flash 來運行啟動代碼。
NOR flash是intel公司1988年開發出了NOR flash技術。NOR的特點是晶片內執行(XIP, eXecute In Place),這樣應用程式可以直接在flash 快閃記憶體內運行,不必再把代碼讀到系統RAM中。NOR的傳輸效率很高,在1~4MB的小容量時具有很高的成本效益,但是很低的寫入和擦除 速度大大影響了它的性能。
...
Nand-flash內存是flash內存的一種,1989年,東芝公司發表了NAND flash結構。其內部採用非線性宏單元模式,為固態大容量內存的實現提供了廉價有效的解決方案。Nand-flash存儲器具有容量較大,改寫速度快等優點,適用於大量數據的存儲,因而在業界得到了越來越廣泛的應用,如嵌入式產品中包括數位相機、MP3隨身聽記憶卡、體積小巧的U盤等。
...
NAND flash和NOR flash原理
一、存儲數據的原理
兩種快閃記憶體都是用三端器件作為存儲單元,分別為源極、漏極和柵極,與場效應管的工作原理 相同,主要是利用電場的效應來控制源極與漏極之間的通斷,柵極的 電流消耗極小,不同 的是場效應管為單柵極結構,而 FLASH 為雙柵極結構,在柵極與矽襯底之間增加了一個浮 置柵極。[attach]158 [/attach]
浮置柵極是由氮化物夾在兩層二氧化矽材料之間構成的,中間的氮化物就是可以存儲電荷的 電荷勢阱。上下兩層氧化物的厚度大於 50 埃,以避免發生擊穿。
二、浮柵的重放電
向數據單元內寫入數據的過程就是向電荷勢阱注入電荷的過程,寫入數據有兩種技術,熱電 子注入(hot electron injection)和 F-N 隧道效應(Fowler Nordheim tunneling),前一種是通過源 極給浮柵充電,後一種是通過矽基層給浮柵充電。NOR 型 FLASH 通過熱電子注入方式給浮 柵充電,而 NAND 則通過 F-N 隧道效應給浮柵充電。
在寫入新數據之前,必須先將原來的數據擦除,這點跟硬碟不同,也就是將浮柵的電荷放掉, 兩種 FLASH 都是通過 F-N 隧道效應放電。
三、0 和 1
這方面兩種 FLASH 一樣,向浮柵中注入電荷表示寫入了'0',沒有注入電荷表示'1',所以對 FLASH 清除數據是寫 1 的,這與硬碟正好相反;
對於浮柵中有電荷的單元來說,由於浮柵的感應作用,在源極和漏極之間將形成帶正電的空 間電荷區,這時無論控制極上有沒有施加偏置電壓,電晶體都將處於 導通狀態。而對於浮 柵中沒有電荷的電晶體來說只有當控制極上施加有適當的偏置電壓,在矽基層上感應出電 荷,源極和漏極才能導通,也就是說在沒有給控制極施 加偏置電壓時,電晶體是截止的。 如果電晶體的源極接地而漏極接位線,在無偏置電壓的情況下,檢測電晶體的導通狀態就可 以獲得存儲單元中的數據,如果位線上的電平為低,說明電晶體處於 導通狀態,讀取的數 據為 0,如果位線上為高電平,則說明電晶體處於截止狀態,讀取的數據為 1。由於控制柵 極在讀取數據的過程中施加的電壓較小或根本不施加 電壓,不足以改變浮置柵極中原有的 電荷量,所以讀取操作不會改變 FLASH 中原有的數據。
四、連接和編址方式
兩種 FLASH 具有相同的存儲單元,工作原理也一樣,為了縮短存取時間並不是對每個單元 進行單獨的存取操作,而是對一定數量的存取單元進行集體操作, NAND 型 FLASH 各存 儲單元之間是串聯的,而 NOR 型 FLASH 各單元之間是並聯的;為了對全部的存儲單元有 效管理,必須對存儲單元進行統一編址。
NAND 的全部存儲單元分為若干個塊,每個塊又分為若干個頁,每個頁是 512byte,就是 512 個 8 位數,就是說每個頁有 512 條位線,每條位線下 有 8 個存儲單元;那麼每頁存儲的數 據正好跟硬碟的一個扇區存儲的數據相同,這是設計時為了方便與磁碟進行數據交換而特意 安排的,那麼塊就類似硬碟的簇;容 量不同,塊的數量不同,組成塊的頁的數量也不同。 在讀取數據時,當字線和位線鎖定某個電晶體時,該電晶體的控制極不加偏置電壓,其它的 7 個都加上偏置電壓 而導通,如果這個電晶體的浮柵中有電荷就會導通使位線為低電平, 讀出的數就是 0,反之就是 1。
NOR 的每個存儲單元以並聯的方式連接到位線,方便對每一位進行隨機存取;具有專用的 地址線,可以實現一次性的直接尋址;縮短了 FLASH 對處理器指令的執行時間。 五、性能
NAND flash和NOR flash的區別
一、NAND flash和NOR flash的性能比較
flash快閃記憶體是非易失存儲器,可以對稱為塊的存儲器單元塊進行擦寫和再編程。任何flash器件的寫入操作只能在空或已擦除的單元內進行,所以大多數情況下,在進行寫入操作之前必須先執行擦除。NAND器件執行擦除操作是十分簡單的,而NOR則要求在進行擦除前先要將目標塊內所有的位都寫為0。由於擦除 NOR器件時是以64~128KB的塊進行的,執行一個寫入/擦除操作的時間為5s,與此相反,擦除NAND器件是以8~32KB的塊進行的,執行相同的操作最多只需要4ms。執行擦除時塊尺寸的不同進一步拉大了NOR和NADN之間的性能差距,統計表明,對於給定的一套寫入操作(尤其是更新小文件時),更多的擦除操作必須在基於NOR的單元中進行。這樣,當選擇存儲解決方案時,設計師必須權衡以下的各項因素。
1、NOR的讀速度比NAND稍快一些。
2、NAND的寫入速度比NOR快很多。
3、NAND的4ms擦除速度遠比NOR的5s快。
4、大多數寫入操作需要先進行擦除操作。
5、NAND的擦除單元更小,相應的擦除電路更少。
二、NAND flash和NOR flash的接口差別
NOR flash帶有SRAM接口,有足夠的地址引腳來尋址,可以很容易地存取其內部的每一個字節。
NAND器件使用複雜的I/O口來串行地存取數據,各個產品或廠商的方法可能各不相同。8個引腳用來傳送控制、地址和數據信息。NAND讀和寫操作採用512字節的塊,這一點有點像硬碟管理此類操作,很自然地,基於NAND的存儲器就可以取代硬碟或其他塊設備。
三、NAND flash和NOR flash的容量和成本
NAND flash的單元尺寸幾乎是NOR器件的一半,由於生產過程更為簡單,NAND結構可以在給定的模具尺寸內提供更高的容量,也就相應地降低了價格。
NOR flash占據了容量為1~16MB快閃記憶體市場的大部分,而NAND flash只是用在8~128MB的產品當中,這也說明NOR主要應用在代碼存儲介質中,NAND適合於數據存儲,NAND在CompactFlash、 Secure Digital、PC Cards和MMC存儲卡市場上所占份額最大。
四、NAND flash和NOR flash的可靠性和耐用性
採用flahs介質時一個需要重點考慮的問題是可靠性。對於需要擴展MTBF的系統來說,Flash是非常合適的存儲方案。可以從壽命(耐用性)、位交換和壞塊處理三個方面來比較NOR和NAND的可靠性。
五、NAND flash和NOR flash的壽命(耐用性)
在NAND快閃記憶體中每個塊的最大擦寫次數是一百萬次,而NOR的擦寫次數是十萬次。NAND存儲器除了具有10比1的塊擦除周期優勢,典型的NAND塊尺寸要比NOR器件小8倍,每個NAND存儲器塊在給定的時間內的刪除次數要少一些。
六、位交換
所有flash器件都受位交換現象的困擾。在某些情況下(很少見,NAND發生的次數要比NOR多),一個比特位會發生反轉或被報告反轉了。一位的變化可能不很明顯,但是如果發生在一個關鍵文件上,這個小小的故障可能導致系統停機。如果只是報告有問題,多讀幾次就可能解決了。當然,如果這個位真的改變了,就必須採用錯誤探測/錯誤更正(EDC/ECC)算法。位反轉的問題更多見於NAND快閃記憶體,NAND的供應商建議使用NAND快閃記憶體的時候,同時使用
七、EDC/ECC算法
這個問題對於用NAND存儲多媒體信息時倒不是致命的。當然,如果用本地存儲設備來存儲作業系統、配置文件或其他敏感信息時,必須使用EDC/ECC系統以確保可靠性。
八、壞塊處理
NAND器件中的壞塊是隨機分布的。以前也曾有過消除壞塊的努力,但發現成品率太低,代價太高,根本不划算。
NAND器件需要對介質進行初始化掃描以發現壞塊,並將壞塊標記為不可用。在已製成的器件中,如果通過可靠的方法不能進行這項處理,將導致高故障率。
九、易於使用
可以非常直接地使用基於NOR的快閃記憶體,可以像其他存儲器那樣連接,並可以在上面直接運行代碼。
由於需要I/O接口,NAND要複雜得多。各種NAND器件的存取方法因廠家而異。在使用NAND器件時,必須先寫入驅動程序,才能繼續執行其他操作。向 NAND器件寫入信息需要相當的技巧,因為設計師絕不能向壞塊寫入,這就意味著在NAND器件上自始至終都必須進行虛擬映射。
十、軟體支持
當討論軟體支持的時候,應該區別基本的讀/寫/擦操作和高一級的用於磁碟仿真和快閃記憶體管理算法的軟體,包括性能優化。
在NOR器件上運行代碼不需要任何的軟體支持,在NAND器件上進行同樣操作時,通常需要驅動程序,也就是內存技術驅動程序(MTD),NAND和NOR器件在進行寫入和擦除操作時都需要MTD。
使用NOR器件時所需要的MTD要相對少一些,許多廠商都提供用於NOR器件的更高級軟體,這其中包括M-System的TrueFFS驅動,該驅動被 Wind River System、Microsoft、QNX Software System、Symbian和Intel等廠商所採用。
驅動還用於對DiskOnChip產品進行仿真和NAND快閃記憶體的管理,包括糾錯、壞塊處理和損耗平衡。
1分鐘帶你了解快閃記憶體(Flash Memory)技術!
1分鐘帶你了解快閃記憶體(Flash Memory)技術!
2016/04/22 來源:電腦愛好者
快閃記憶體(Flash Memory)是一種電子式可清除程序化只讀存儲器的形式,允許在操作中被多次擦或寫的存儲器。這種科技主要用於一般性數據存儲,以及在電腦與其他數字產品間交換傳輸數據,如儲存卡與快閃記憶體盤。與硬碟相比,快閃記憶體也有更佳的動態抗震性。這些特性正是快閃記憶體被移動設備廣泛採用的原因。
接下來就為你介紹這三種用於與我們相關設備的Flash Memory:
NorFlash
Intel公司1988年開發出了NOR flash技術。NOR的特點是晶片內執行(XIP, eXecute In Place),這樣應用程式可以直接在flash 快閃記憶體內運行,不必再把代碼讀到系統RAM中。NOR的傳輸效率很高,在1~4MB的小容量時具有很高的成本效益,但是很低的寫入和擦除 速度大大影響了它的性能。
...
NandFlash
1989年,東芝公司發表了NAND flash結構。其內部採用非線性宏單元模式,為固態大容量內存的實現提供了廉價有效的解決方案。Nand-flash存儲器具有容量較大,改寫速度快等優點,適用於大量數據的存儲,因而在業界得到了越來越廣泛的應用,如嵌入式產品中包括數位相機、記憶卡、體積小巧的U盤等。NandFlash分為SLC、MLC、TLC等類型,由於讀取時容易出錯需要強大的ECC糾錯功能,同時需要FTL軟體管理層協同工作。
EMMC
eMMC (Embedded Multi Media Card) 為MMC協會所訂立的,eMMC 相當於 NandFlash+主控IC,對外的接口協議與SD、TF卡一樣,主要是針對手機或平板電腦等產品的內嵌式存儲器標準規格。eMMC的一個明顯優勢是在封裝中集成了一個控制器,它提供標準接口並管理快閃記憶體,使得手機廠商就能專注於產品開發的其它部分,並縮短向市場推出產品的時間。eMMC由一個嵌入式存儲解決方案組成,帶有MMC(多媒體卡)接口、快閃記憶體設備(Nand Flash)及主控制器,所有都在一個小型的BGA 封裝。接口速度高達每秒52MBytes,eMMC具有快速、可升級的性能。同時其接口電壓可以是 1.8v 或者是 3.3v。
2017年11月20日 星期一
可透視的數位攝影機 Cam Coder
不過並沒有想像中的那麼神啦~~~
必須具備以下的條件~~~
1. 被拍攝者需穿 " 尼龍 " 材質的衣物. (不然沒效果)
不過現在尼龍材質的衣服本多倒是真的.
2. 須在強光下拍攝 (亮度要很夠)
最好的地方就是海灘~ 泳衣粉多是尼龍材質~
3. 目前我知道的有SONY的部分攝影機辦的到~
就算具備以上三點~拍出來也還好~頂多看到要被打馬賽克的地方~而且那是開啟紅外線夜視模式~聽過是SONY當初誤打誤撞搞出來的效能~個人建議還是別亂搞啦 ^^
以下是摘錄近期的新聞給你參考
當初Sony在數位攝影機內加入紅外線功能,主要用意當然不是用在透視或偷窺上,為的是提供光線微弱時的夜視功能;也就是說,在完全沒有光線的黑暗中,還可以看到四周的物體,同時記錄下來。
夜視功能最早出現於軍中,美軍在多年前即開發出夜視專用的頭盔與望遠鏡,用來觀察夜間敵軍的動態。隨著戰爭型態轉變,夜戰功能愈來愈重要,因此紅外線配備廣泛出現在各種武器中,包括直升機、武裝戰車的駕駛員,可以透過夜視頭盔的輔助,即便是在完全黑暗的環境中,也能夠看清周圍環境,進行作戰。
透視功能和紅外線脫離不了關係,紅外線屬於一種不可見光,也就是人的肉眼無法看到的光線,波長和一般可見光不同,不同波長的光波各有不同程度的透視能力。簡單來說,透視的原理可以想成在醫療上經常使用的X光,就像X光可以透視人體一樣,紅外線也可以穿透某些物體。
既然是不可見光,當然是無法看到;雖然肉眼看不到,但數位相機或攝影機卻可以看得到,關鍵就在於其中的關鍵元件CCD(Charge Coupled Device),中文稱為「感光耦合元件」)。CCD的功能關係到數位攝影器材圖像解析度的好壞,一般人肉眼看不到的紅外線,CCD卻能夠忠實且完整的紀錄下來,再經由螢幕呈現出來,這就是數位相機可以拍到可見光以外的紅外線波段的原理。
基本上,有夜視功能的V8、DV、DC皆有透視衣物的可能,因為它們都可以接收紅外線;至於能不能透視,關鍵在於機器發射紅外線的強度。一般來說,在大白天可見光會蓋過紅外線,所以就算有透視,CCD也看不到;而在一些如展覽館、室內游泳池等室內環境,可見光就比較低,干擾較少。一般來說,要在這些環境使用透視功能,就必須裝上有「透視鏡片」之稱的濾光鏡,將可見光給過濾掉,只讓CCD接受到紅外線光。
雖然紅外線的確可以穿透某些物質,但仍然有其侷限,只能透視如絲質或尼龍(石化)材質等布料,所以如果你是穿著棉、麻等布料,或是穿的衣服厚重或不貼身,紅外線的穿透效果就很差。
透視相機的原理
「看」起來,好像真有這麼回事!難道這就是用本課程所教的一點~三點透視原理?非也!經過專家指導後,原來是這麼回事:
「所謂透視攝影,也就是紅外線攝影。它是利用紅外線拍攝肉眼看不見的東西,特別是夜間拍攝。它的原理與普通攝影相同,區別僅在於紅外線攝影是以人眼看不見的紅外線作為照明光源來進行拍攝的。紅外線照像機最早用於夜間的軍事偵察上。
由於紅外光比可見光具有更長的波長,這就使它比可見光更少地被某些材料或紡織面料反射。這種效果就是,紅外光穿過絲織物,被絲織物下面的物體反射回來,再次穿過絲織物。這樣就可以有效地使絲織物呈半透明狀態,類似八分透明的服裝。對某些絲織物而言,可能因為幾乎沒有反射效果,而形成幾近裸體的效果。當然,這種衣服相當少。」
所以,女性同胞要注意啦!不是所有的衣服都能被透視相機透視,例如,純棉織物料最安全,絕不能被紅外線透視,而尼龍及混棉衣料均可不同程度的達到透視效果(特別是在游泳池等地,濕衣服更加清楚)。純尼龍及絲質物料的透視度更高達 75% 以上。
利用紅外線的透視功能,還可以拍攝到一些被某些物體覆蓋的對象。例如,能夠透過薄薄的沙子,拍到沙子下面的物體影像。透過墨水,拍到被塗改的文件等,這些,在警察局等單位已被廣泛運用。
事實上,只要加裝有紅外線濾鏡的相機(sr62 82)都可以透視衣物的
其實在16年前的1999年就是已經證實這點。
後來SONY修改過後上市的就已經失去功能。
日本SONY去年四月推出的七種透視攝影機
(包括數位及八厘米等),因為內藏的燈光是可以照射紅外線,銷路奇佳無比,
不少人藉此機能,在大白天也可拍攝著衣女性的裸體模樣,所以被稱為「透視攝影機」,
新力雖一度自行停止上市,修改機能,但是市面上已流出百萬台以上,
而不少據說是流入港、台;日本國內也有不少人用這種攝影機來偷拍女性,
而且最近在許多電視公司更衣室、女廁所偷拍著名女主播、女播報員如廁、
更衣情景,而引起騷動,使得許多紅透半片天的女主播
如中村江里子、雨宮塔子等均相繼辭職。
新力在去年四月一日上市的透視攝影機(Handy cam DCR-TRV9),
因為具備有紅外線自動反應機能,因此在暗處也能拍攝,
這種攝影機最先推出的原意是能拍攝子女的成長記錄,像熟睡中的嬰兒,
四月一上市便大暢銷,到去年七月底短短四個月內便賣了87萬部,可是去年七月下旬,
有不少用戶指出這種攝影機只要裝上一般市販的感光底片,則在明亮的地方,
即使被拍對象穿上了衣服,可以透過衣服拍到其內衣乃至裸體;
所以新力在去年八月六日便停止出貨,修改此種攝影機的機能,
讓紅外線只有在黑暗中會開始放出,而從去年八月十日再度上市。
但是道高一尺,魔高一丈,即使新力修改了透視攝影機機能,
但是要再改回來也不是太困難,而且只要讓攝影機先錯覺一下現在是暗處
(如用布、手遮一下),紅外線便會開始放射。
新力公司表示「當初完全沒想到會遭此用途,只要穿厚一點或多穿幾層便不會有問題了」。
問題是:在亞熱帶的台灣等地,女性如何一年到頭穿著厚重衣服,像裹粽子呢?
日本是偷拍王國,有了「透視攝影機」這種機器,
不僅有不肖分子光天化日在大街上偷拍,也有人將此種攝影機安裝在
各種難以想像的地方,如企業的醫務室,偷拍醫生檢查妙齡職場佳人身體的影片,
或是更衣室、女廁所、和服教室等等,「透視偷拍」──「透拍」、「拍透」
女性內衣或裸體,而即使還穿有內衣的,也難逃賊眼,變成裸體,暴露無遺。
最近鬧得很厲害的是富士電視播報員中村江里子在該公司的廁所內如廁情景
從頭到尾詳細遭拍攝,而且還刊登在一份盜拍專門雜誌上,然後講談社的
「週刊現代」(日本發行第二多的雜誌)再來「檢證」這份錄影帶,
其實是將她坐馬桶,重要地帶正面對攝影機的鏡頭加以渲染描寫一番。
錄影帶有以連續照片刊登在雜誌者,也有製成錄影帶單捲出售,
更有不少在網路上播放,而除了中村之外,TBS的兩宮塔子、有村薰等皆相繼辭職,
今年二月到三月是日本女主播辭職顛峰期,日本女主播這幾年都是人氣超過女星,
成為女性雜誌等報導對象,像相撲王子貴花甩掉宮澤里惠後便是和富士公司女播音員
河野景子結婚;而這些女性是突破數百倍難關才考進電視公司,而且又成為當家花旦,
所以會辭職,便是不堪偷拍攝影機之擾,中村江里子便表示「精神及肉體均承受不了」。
事實上用透視攝影機偷拍,或安裝在女廁所等偷拍,
已經不僅是著名女性的煩惱,而是全體女性的煩惱。
日本近年來偷拍問題層出不窮,而且目前並沒有具體的法律來懲罰,
抓到頂多是要偷拍者寫個悔過書,所以日本許多自治體(地方縣市)
均自行制訂條例來制裁偷拍者,目前全國已有卅七都道府縣設有「防止麻煩條例」,
過去這種條例主要是限制街頭拉客等,最近主要是針對偷拍;
像九州地區只有鹿兒島縣無此條例,最近也開始考慮制訂;
有此條例便可以加以扣留、科處罰金等。
當然如果是偷拍慣犯等則又有多種法律可以懲處,
大阪去年年底抓到二名男子在百貨公司女廁所等拍了二百多捲錄影帶,
而複製後每捲以五萬日圓出售,賺取暴利。
去年十一月有一位小學校長在橫濱車站前便是用新力的透視攝影機來拍
路過高中女生裙子內部,被一位女生發現,叫了警察來。
由於透視攝影機為害甚多,尤其是在游泳池邊,不少人拿此種攝影機拍女性裸體,
因此「日本游泳聯盟」於去年十一月十一日致函警視廳要求對透視攝影機的
惡性偷拍行為加以清掃,而且該聯盟已經行文各地,
要求在各種游泳比賽或活動時禁止帶攝影機進場,並請警方合作。
透視攝影機因為在白天堂堂可以拍攝,所以最近還發生日本最大旅行社的
JTB一位員工在採用員工的面試、口試時,將來應徵的女生叫到別的房間,
而用透視攝影機來拍這些女生的身體,而應徵女生人數達二五○人。
偷拍者過去是變態者居多,現在還包括影迷或藉此營利者,透視攝影機已成女性公敵。
李開復:年輕人就應該比誰更拼命嗎?我的3個「健康睡眠」心得
http://www.cheers.com.tw/article/article.action?id=5075339&utm_source=LINE&utm_medium=Social&utm_campaign=content
李開復:年輕人就應該比誰更拼命嗎?我的3個「健康睡眠」心得
當你向世界宣佈我要好好睡眠,所有人就會一起監督你。我覺得這是每個企業家和創業者都可以做到的。不要和別人拼命,要比賽的話就比誰睡得更舒服。 我年輕的時候是最不注重睡眠的。我記得在我讀大學的時候,因為平時玩耍太多了,每次要考試的時候就會灌咖啡,有時候一個晚上可以喝十杯咖啡不睡覺。後來覺得十杯咖啡也不太好,老是要上廁所,所以後來我找到了一個咖啡因藥丸,每晚吃一顆就可以不用睡覺,我最多可以連續兩晚不睡覺,當時非常得意,跟我的同學炫耀著說:你看我平常不讀書也考得挺好的,只要不睡覺就好了。 後來進入職場也是繼續拼命,雖然比較少熬整夜,但是每晚兩、三點睡覺也是一個非常習慣的狀態。而且與同事之間,總會較量看誰工作得更晚、更努力。到了做企業高管的時候,更是認為我要讓我的員工知道我工作多努力,我要跟我的朋友比拼誰需要更少的睡眠。 這個遊戲我相信很多業界精英也在做,我們在座有一位朋友,我就不說是哪一位了,他的大老闆剛發了微信朋友圈說昨晚一晚沒睡,今天起來暴走好爽。我覺得這已經進入了一種病態的狀況,企業家要證明自己可以不睡覺,就是比別人強,很MAN、很努力、很強大、比別人、有狼性。這個問題我自己年輕的時候也有,甚至到了五十歲的時候都還有。 我的同事給我取個外號叫「鐵人」。十年前,我喜歡和自己玩一個遊戲。當時還沒有手機,我基本是用電腦上網,但是我能做到一點--雖然不用手機,但是我的同事隨時發Email給我,我都會很快回覆,而且一天24小時都是如此。 白天我基本保證5分鐘之內可以回,因為電腦隨時都打開著。當時我還是用2G上網,網路速度非常慢,但我在車上都會用滿時間,從來不打盹,一直上網看著我的郵件有沒有來。 到了晚上怎麼辦呢?睡覺的時候也是。明明身體需要六、七小時的睡眠時間,但中間還是會醒來。這有點像恐怖片,主角醒來一看就是1點11分,感覺有一個鬼魂在旁邊。但我不是鬼魂,我是每天3點整,前後5分鐘一定會醒。為什麼會醒來呢?因為每天我都覺得差不多12點到1點上床,睡兩、三個小時,大概是一個循環,深度睡眠睡好了,開始進入淺度睡眠第一次有點醒來的狀態。我有一個意識告訴我該起來回Email。我很喜歡給我員工一個感覺是:開復永遠在回Email。這對他們有一個暗示,老闆這麼努力,你是不是也要努力。潛移默化讓整個團隊每天振作精神工作。3:30到4:00我再回去睡,5點到5:30之間再起來。每天的睡眠大概是4個多小時,有時候運氣好能夠晚一點醒,感覺睡得很舒服,但是平均睡眠是5小時。 我常和朋友說:「每天少睡一小時,人生多活1/24,」我深深認為這是一個金玉良言。我朋友開始說:「跑步的人能活得更長,」我回答說:「你是不是把多出來的日子跑步跑掉了呢?這樣的日子有什麼意思呢?」那時候的我非常自以為是,你們一天只有16個小時可以用,我有19個小時可以用,這是我非常自豪、而且自認是激勵員工的事情。 然後發生什麼事,你們都知道了。兩年前我得了癌症,得癌症的原因,我不能確切地說因為睡眠,但是我所有醫生告訴我:「人之所得癌症,基本上是因為抵抗力低或者身體狀況不好。」 什麼會造成人的抵抗力低或者身體狀況不好呢?我的一位醫生朋友鄭醫師的解答非常簡單:四個因素。 這四個因素就是睡眠、飲食、運動、壓力。 這四件事情超過一件不及格或者平均分數只有六、七十分,你的抵抗力就會降低,癌症或者帶狀皰疹、免疫、風溼都會找到你身上。我當時給自己打了分數:壓力方面,從我的人生、事業來看,整體算是很低分的,應該是60~65分;飲食方面,我是美食家應該不及格,大概50分;運動方面,我從來不運動,所以是30分;睡眠方面,我每天睡5小時,中間醒來一次,我覺得接近0分。所以這五件我都不及格,生病也是很正常的了。 是不是睡眠造成的我不知道,但是生病之後我就開始反思,在這四方面我都要做一個自我調節。我的書和文章裡頭談了很多。今天是睡眠日,我就不談那麼多運動、飲食和壓力方面的,多談談睡眠。在忙碌的一、二級城市,在白領工作、創業、雙創時代,企業家的生活當中最大的問題就是「睡眠不夠」。其中一個理由就是我們太想證明自己工作多努力、多拼命,讓自己一天能當一天半用,讓周圍人能夠被感染。 這種比拼的態度是很幼稚,而且無效的。 當你睡眠不夠的時候,你會發現你的分析、思考能力都下降了,這一點我是非常明確地可以感受的。 我有一位朋友在美國是名企業家,他曾經做過很有名的演講,就是關於睡眠的。他談到:「昨晚我跟一個自以為是的企業家吃飯,他很自豪地告訴我,他只睡了4個小時。但是我心裡想,如果你再多睡一個小時,也許跟你在一起會更有趣,也許你講的話會更有道理,甚至也許你不會那麼口臭。」所以睡眠少其實是帶來很多的問題,思考不清楚、不能專注……這些都是問題。美國總統克林頓曾經說過:「我犯的每個錯誤都是在非常疲憊的狀態所犯的。」我覺得心情肯定也是一個很重要的事情,當我們睡不夠的時候就會心情不好,你可以想想跟你的另一半吵架的時候是不是因為這些造成的。 我生病之後,反思「睡眠」除了影響免疫力之外,還有這麼多後果,所以我覺得我一定要花一些時間,不僅自己讓自己睡好,而且有這樣的機會也和大家分享一下我個人的體驗。今天我如何改這個毛病呢?我的睡眠狀態也不是很完美,但是我在進步中,現在我這樣督促自己,我寫下了現在我每天晚上督促自己做的幾個事情: 第一、10:30上床睡覺 這對很多朋友都覺得是太早了。怎麼這麼早上床睡覺?有些事情一定要晚上做,比如喝酒、聊天、打牌。但是大家想想,前一陣有些朋友約我打牌,我說晚上我就不來了,因為晚上來你們一定打到一、兩點也不會放我走,下午打我再過來。下午打其實也挺好的,所以10:30一定上床。現在大家也不看電視了,都在網路上收看節目,所以我覺得這也不是特別重要。 沒有什麼事情是不可以10:30以前做好的,這是我生病以後下了這個決定發現的事情。 第二、我每天都盡量讓自己有機會自然醒 你可能想你運氣太好了,你有自己的公司,沒人逼你上班。其實不是這樣的,如果你睡得夠早,其實是可以自然醒的,比如7點需要起床,10點就睡了,把鬧鐘放到7點,你自己知道不會睡9個小時,但是你自然也許就5、6點醒了,那就叫自然醒。 夠早睡,就可以自然醒。 第三、睡多久?我儘量讓自己睡7個小時 我很希望能夠睡8個小時,即便我做了這麼多事情,7個小時大概是我的睡眠長度。但是我也發現,有時候能睡8.5到9小時,人會感覺特別精神。所以7個小時是我的最低目標。另外,如果可以,還是要午睡。我知道絕大多數人在絕大多數時候都做不到。雖然現在我大部分時間在北京上班,但是每次我看到霧霾大了或者是工作累了一點,我還是會溜回台灣休息一段時間。回台灣的時候,比較沒有那麼多公事,就可以午睡了。我覺得午睡是很好的習慣。如果不能回家,就在椅子上趴一趴也挺好的。 我第一次到中國工作的時候,我的老美同事看到那麼多同事睡午覺感到很驚訝;我去矽谷的時候,我同事說這些老美怎麼7點就睏得不行,我們都是工作到半夜的。其實午睡一下會讓我們更有耐力。 我以前有喝咖啡的習慣,大學的時候喝十杯,做職業經理人的時候會喝五杯,現在最多喝一杯。還有就是多運動,這點我依然沒有做到80分,但我發現運動多了,確實可以讓自己睡得更熟一點,但不是強度很高的運動。 這些東西講起來容易做起來難,怎麼做到呢?我個人做到的方法是我就對外宣言我10:30睡覺,而且我的朋友都知道我生過病,而且都知道我的病是有可能復發的,所以現在我的朋友變成了監督我睡眠最好的工具。如果我在10:31分發了一則微信,就會很多人來攻擊我,所以就算我有一天賴皮不睡覺,也不敢上微信了,至少不敢發朋友圈了。當我10:35分發出Email,馬上有人回信說你快給我睡覺。 當你向世界宣佈我要好好睡眠,所有人就會一起監督你。 我覺得這是每個企業家和創業者都可以做到的。10:30不能睡,能不能11點睡?如果不能睡7小時,能不能睡6.5小時?如果大家都列出這些行動計畫,不要和別人拼命,要比賽的話就比誰睡得更舒服,這樣我們就會更健康,世界也會更快樂。
- See more at: http://www.cheers.com.tw/article/article.action?id=5075339&from=share
會抱怨的,才是好員工!
https://www.managertoday.com.tw/columns/view/50631
會抱怨的,才是好員工!
2015-04-21 10:45 作者 游舒帆
過去有次在服務客戶時與該公司的老闆一起吃飯,席間他跟我說了他們公司最近的狀況,畢竟是客戶,起初我只當成是聽聽他們公司的狀況,了解一下有什麼幫的上忙的地方,但聽著他愈講愈生氣,我才覺得應該以一個專業經理人的身分跟他進行溝通。
黃董:「我們公司要導入系統,為的就是要改善營運的狀況,讓流程跑更快,效率更好。」
gipi:「貴公司的營運狀況本來就不錯,這個系統的導入會起到一定的幫助,效率更好是一定的,也會降低錯誤率。」
黃董:「你們的顧問很專業,這我不擔心,導入時間愈快愈好。」
gipi:「這沒問題,需求都已經明確了,再來只要大家配合度高,就會很順利。」
黃董:「講到這個我就有氣,導入系統這件事我早就在高階主管會議中說過是勢在必行,但最近我常聽到有幾個主管在私底下說這是個錯誤決定,然後不太願意配合你們的需求訪談的工作,當初我一氣之下本來想把這幾個人調職或乾脆開除掉。」
gipi:「您說的這個我知道,所以我們的PM也跟那幾位主管溝通過,也了解他們的問題與需求了。」
黃董:「還好當初你們做了這件事,不然我就真的把那幾個『禍亂』拔掉了。」
gipi:「其實多虧他們,讓我們看到一些之前訪談沒有看到的問題,我們這次的導入相信會更順利,他們目前對專案的信心還不太夠,但我相信他們是貴公司的好員工。」
黃董:「你別說這些好聽話,他們怎麼會是好員工,抱怨東抱怨西的。」
gipi:「呵呵,這真的不是好聽話,他們的抱怨只是點出問題,只要我們正視他們提出的問題,一來可以看到未知的問題,二來也給我們機會去給他們建立信心,這對我們或對您都是好事。想想,如果他們不講,我們做到一半才發現有問題,或者他們一直旁觀,等著我們犯錯才來放馬後炮,那我們要多花多少時間跟人力才能補救,有時專案甚至會因此而失敗了。」
沉吟了一會,黃董接著說:「你說的有點道理,但如果他們知道有問題,那可以點出問題然後提出可行的解決方案,不是在那邊哎哎叫。」
聽完這句話,我打趣的說:「哈哈哈,如果都給他們解決了,那我們顧問還要吃飯嗎?」
「我們對員工的要求都很高,但有時候有些員工是有經驗或能力看到問題,點出問題,但他自己不見得能解決此問題,或者我們沒有給他機會來提出他的解決方法,黃董您應該要很珍惜這樣的員工,因為他們願意『說出來』,願意說,代表還在意公司,還在意工作,如果他們看到了問題,但都不願意說,做個旁觀者,看看公司什麼時候會出事,那豈不是更糟糕嗎?」
黃董:「我聽懂你的意思,我再找時間跟這幾個主管聊聊,聽聽他們的想法。」
gipi:「太好了,您這樣做相信他們會對專案更有信心,我們後續進行專案時一定會更順利。」
其實上述的案例並不是個案,很多老闆或主管是非常不喜歡愛抱怨而不去解決問題的員工,但在多年的管理經驗中,我認為處理員工的抱怨,是一家公司能否進步的關鍵之一。
負面的看,它叫抱怨,正面的看,叫解決問題。
有些員工,每天在公司做事,但卻不曾去思考工作上的問題,這種人我稱之為不知不覺者,他們每天依著規矩做事,一點都不認為工作流程、環境、分工、產品或者策略有什麼問題,主管交待做就是了。
第二種人我稱之為旁觀者,他們會發現問題,但不會跟別人說,只是靜靜的看著問題存在,等著別人來解決他。
第三種人就是問題提出者,他們除了發現問題外,同時也會把這個問題在會議中,工作時跟別人講,甚至會直接跟老闆說這個問題應該要被解決,這種人時常會被當成頭痛人物,或者是被歸類為愛抱怨的人。但我認為這樣的說法都太過汙名化了,因為能找出問題的人,本來就不見得是能解決問題的人,相對的,能解決問題的人,也不見得是能看到問題的人,兩種人對公司都有很大的幫助。
第四種人就是問題解決者,他們能針對問題提出可行的解決方案,也能帶領大家一同解決問題,這種人常常被稱為專家或英雄。
如果公司或團隊裡有人總是提出問題,別急著把他當成問題員工看待,而該好好了解他們抱怨的事情,因為這是因為他在意這份工作,在意這家公司才會提出他的問題。
即便他無法提出具體的解決方案,你都該感謝他,因為他讓你知道你所不知道的問題,帶你更深入第一線的狀況。我們都期望員工能提出問題並解決問題,但我認為這樣的員工可遇不可求,比較合理的期望是有員工願意提出問題,然後有員工能解決這個問題。
到現在我與member在做面談時,我還是會跟對方聊聊他在工作上有沒有碰到什麼問題,對於公司的運作有沒有什麼地方不理解或不滿意的。
有些member會跟我反應一些問題,我也會問問他有沒有什麼解決方案,有時member會很老實的跟我說他沒有具體的解決方案。這我並不介意,這時我就會跟他說說我的想法,或者現況為什麼是這樣子。因為這是一個解決他心中疑惑的的好機會,如果提出問題時他有具體的解決方案就更好了,那我們就能一起討論如何解決這個問題,並來解決它。
另外有些member在跟我面談時則會跟我說他覺得目前沒有什麼問題,一切都很好,但當我提出我看到的問題時,他卻能給我很好的建議,他沒問題,但他能解決問題。
這是個公司的小縮影,但我們就能看到,有些人是可以點出問題,但不知道如何解決問題,而有些人則沒看到問題,但當你跟他提出問題時,他卻能幫你有效的解決此問題。
會抱怨,會提出問題的,才是好員工。
一看就懂的 IC 產業結構與競爭關係
一看就懂的 IC 產業結構與競爭關係
我敢保證,這將會是你最容易看懂的 IC 產業介紹之一。
先前,我們講完了晶圓代工爭霸戰的故事,看台積電、三星、Intel 等廠商間的競爭優勢…
等等! 但我們只講了晶片的代工製造過程,還是沒說到底 IC 晶片是怎麼被設計出來的呀?況且製造完,後又是誰要負責賣這些晶片呢?
換個說法,這或許也該解讀成、那到底是誰委託晶圓代工廠代工做這些晶片呢?
聽說… Intel 的經營模式屬於 IDM 廠商、高通和發哥叫 Fabless,而他們兩種模式都會賣 IC 晶片?! 但台積電不賣晶片?! 這些 IC 產業新聞一天到晚出現的專業術語到底是什麼意思呢?
藉由理解這幾家廠商不同的定位與利基點,我們將能進一步瞭然這些廠商彼此間的競合策略。
所以在我們開始進入《IC 設計》專題之前,在本篇先為大家做個小概覽,讓讀者能夠完全理解 IC 產業會用到的專業名詞和產業鏈關係。
還記得我們在先前的《IC 製造》專題中,為大家介紹的「半導體」、「IC」嗎?
(如果還沒有讀過的讀者歡迎參考網誌先前的 晶圓代工戰爭系列 噢!)
事實上,我們在該系列中只講了晶圓代工,也就是「IC 製造」的技術環節。
IC 的中文叫「積體電路」,在電子學中是把電路(包括半導體裝置、元件)小型化、並製造在半導體晶圓表面上。所以半導體只是製作 IC 的原料。
因為是將電路縮小化,你也可以叫它「微電路 (microcircuit)」、「微晶片 (microchip)」、「晶片 (chip)」。
也就是說,台灣媒體常稱的半導體產業鏈,正確一點來說應該叫 IC 產業鏈,包括「IC 設計」、「IC 製造」、「IC 封裝」。
因為在 IC 設計和封裝的環節,都不會碰到半導體啊!重點是那顆 IC!
IC 設計的廠商包括發哥 (MTK)、聯詠、高通,也就是 PTT 鄉民常稱的豬屎屋 (Design House)。
IC 製造有台積電、三星、Intel;封裝則有日月光和矽品等廠商。
我們上一篇從頭到尾僅僅在介紹「半導體大廠」等晶圓代工廠在做的事,包括如何把電路縮小化、和晶圓代工的製程。
今天就讓我們回溯上游,看看 IC 設計大廠在做那些事呢?
什麼是 IC 設計廠?
晶片根據功能有很多種類,比如電腦的 CPU、手機的 CPU 等等。就連電子手錶、家電、遊戲機、汽車… 等電子產品中也有自己的 CPU 晶片。
可以說 IC 晶片是當仁不讓的數位時代基石啊!
等等,你說你不清楚什麼是 CPU?CPU (Central Processing Unit) 又稱中央處理器、處理器,是驅動整台電腦運作的中心樞紐,就像是電腦的大腦;若沒有 CPU,電腦就無法使用。
我們平常看到的電腦或手機介面只是「螢幕」,實際上真正運行的是 CPU 。它會執行完電腦的指令、以及處理電腦軟體中的資料後、再輸出到螢幕上面顯示出來。(手機就是一台小電腦)
IC 設計公司的營運重心,包括了晶片的「電路設計」與「晶片銷售」的部分。
比如高通設計完晶片電路、命名為「Snapdragon」後,再交由三星代工晶圓製造、再交由日月光代工封裝晶片與測試。
待成品完工後,再送回高通進行產品銷售,和小米或三星等手機廠商洽談新一代的手機機種、有哪些要使用 Snapdragon 晶片。
最後你身為消費者,就會看到小米推出紅米 Note 4X 手機,搭載了高通 Snapdragon 625 晶片、或三星的 S8 搭載了 Snapdragon 835 晶片了。
台灣的 IC 設計的廠商包括了聯發科 (MTK, 發哥)、威盛、矽統。聯發科專門設計手機的通訊晶片,威盛、矽統則專攻電腦晶片組市場。
這些 IC 設計廠商由於沒有自己的晶圓廠,也被稱為 Fabless、或無廠半導體公司。這究竟是什麼意思呢?
還記得我們在《晶圓代工爭霸戰:半導體知識》一文中,提到的 IC 產業歷史嗎?
『早期,半導體公司多是從 IC 設計、製造、封裝、測試到銷售都一手包辦的整合元件製造商 (Integrated Device Manufacturer, 俗稱 IDM)。
IDM 廠包含了如英特爾 (Intel)、德州儀器 (TI)、摩托羅拉 (Motorola)、三星 (Samsung)、菲利普 (Philips)、東芝 (Toshiba),以及國內的華邦、旺宏。
然而,由於摩爾定律的關係,半導體晶片的設計和製作越來越複雜、花費越來越高,單獨一家半導體公司往往無法負擔從上游到下游的高額研發與製作費用。
因此到了 1980 年代末期,半導體產業逐漸走向專業分工的模式──有些公司專門設計、再交由其他公司做晶圓代工和封裝測試。
其中的重要里程碑,莫過於 1987 年台積電 (TSMC) 的成立。
由於一家公司只做設計、製程交給其他公司,容易令人擔心機密外洩的問題(比如若高通和聯發科兩家彼此競爭的 IC 設計廠商若同時請台積電晶圓代工,等於台積電知道了兩家的秘密),故一開始台積電並不被市場看好。
然而,台積電本身沒有出售晶片、純粹做晶圓代工,更能替各家晶片商設立特殊的生產線,並嚴格保有客戶隱私,成功證明了專做晶圓代工是有利可圖的。』
──節錄自《晶圓代工爭霸戰:半導體》
因此,我們可以根據上面提到的歷史淵源與產業發展,將現有的半導體產業鏈的廠商分成幾種主要的模式:
1. IDM (整合元件製造商) 模式
(1) 領導廠商
> Intel、德州儀器 (TI)、三星
(2) 特點
> 集晶片設計、製造、封裝、測試、銷售等多個產業鏈環節於一身。
> 早期多數晶片公司採用的模式。
> 需要雄厚的運營資本才能支撐此營運模式,故目前僅有極少數的企業能維持。比如:
> 三星雖有自己的晶圓廠、能製造自己設計的晶片,然而因建廠和維護產線的成本太高,故同時也為 Apple 的 iPhone、iPad 的處理器提供代工服務。
> 近日 Intel 由於自身出產的行動處理器銷售不佳,也有轉向晶圓代工廠的趨勢。
(3) 優勢
> 能在設計、製造等環節達到最佳優化,充分發揮技術極限。
> 比如你就會看到 Intel 常常技術領先。
> 能有條件率先實驗並推行新型的半導體技術。
> Intel 獨排眾議採用 Gate-Last 技術、鰭式場效電晶體 (FinFET),後才引起其他廠商爭相複製。
2. FOUNDRY (代工廠) 模式
(1) 領導廠商
> 台積電 (TSMC)、聯電、日月光、矽品
(2) 特點
> 只負責製造、封裝或測試的其中一個環節。
> 不負責晶片設計。
> 可以同時為多家設計公司提供服務,但受制於公司間的競爭關係。
> 比如產線若沒做到完全的獨立性,則有相當風險會外漏客戶的機密。
(3) 優勢
> 不承擔商品銷售、或電路設計缺陷的市場風險。
> IC 設計商才是做品牌行銷、賣晶片產品的。
> 做代工,獲利相對穩定。
(4) 劣勢
> 仰賴實體資產,投資規模甚鉅、維持產線運作的費用高。
> 台積電對於 10 奈米級的投資金額約達台幣 7,000 億元,對 3 奈米 5 奈米等級的投資金額亦已達 5,000 億元、後續尚在增加中。可見得想做晶圓代工,沒有一定資本額玩不起。
> 進入門檻高。除了製程上的技術突破不稀奇,良率才是關鍵的 Know-how。
> 晶圓代工與 IC 設計的電路有關、不同的客戶有不同的電路結構,相當複雜。中國的中芯半導體做晶圓代工十幾年,良率還是不高、問題多多。
> 一般能將良率維持在八成左右已經是非常困難的事情了,台積電與聯電的製程良率可以達到九成五以上,可見台灣晶圓代工的技術水平。
> 需要持續投入資本維持工藝水平,一旦落後、則追趕難度相當大。
> 想想聯電當初是如何因為技術投入方向錯誤和廠房大火,才輸台積電的…。
> 台積電和 Intel 現在在砸大錢力拼奈米製程、生怕輸給對方也是因為如此。
3. FABLESS (無廠 IC 設計商) 模式
(1) 領導廠商
> 高通(Qualcomm)、聯發科(MTK)、博通(Broadcom)
(2) 特點
> 只負責晶片的電路設計與銷售。
> 將生產、測試、封裝等環節外包。
(3) 優勢
> 無龐大實體資產,創始的投資規模小、進入門檻相對低,以中小企業為主。
> 台灣的 IC 設計廠商共約 250 家、其中有上市櫃的公司約 80 家,數量眾多。
> 中國當地小型 IC 設計廠超過 800 間。
> 企業運行費用低,轉型靈活。
(4) 劣勢
> 與 IDM 企業相比,較無法做到完善的上下游工藝整合、較高難度的領先設計。
> 代工廠會將製作完成的晶片送回 IC 設計公司、繼續進行測試與分析。
> 若與預期不符,則 IC 設計公司得再修改電路設計圖,接著修改光罩圖形、製作新的光罩與晶片,再送回來測試。如此反覆進行至少三次以上,才能量產上市。
> 有鑑於晶圓代工廠和 IC 設計公司兩者須相當密切的合作,兩者間有強烈的產業群聚效應。
> 與 Foundry 相比,需要進行品牌塑造、市場調研,並承擔市場銷售的風險。一旦失誤可能萬劫不復。
> 聯發科原先的主力市場為中國的中低階白牌手機廠。雖在 2016 年推出高階晶片 Helio X25 力圖轉型,然而卻幾無客戶採用。
> 原有的市場又被高通推出的中低階晶片 Snapdragon 625/626 搶市,價格戰打得相當辛苦。
> 聯發科的去年 (2016) 獲利僅 240.31 億元,創近四年來的最低數字。今年三月,聯發科了延攬「擅長數字管理」的前中華電信董事長蔡力行擔任共同執行長,準備實行開支撙節和裁員 (Cost Down)。
但你以為 IC 設計公司只要直接設計出 IC 就行了嗎?當然,他們會需要一些工具、與協作廠商的輔助。
現在的晶片開發,可能是由分布在全球的一百多人團隊、合作至少六個月,最後寫下共約數百萬行的 Spec。這麼龐大的工程,一定會有其他的輔助廠商或工具商。但這又有誰呢?包括了:
(1)「矽智財提供商」─ ARM:
> 純出售智慧財產權(IP),又稱矽智財(SIP),包括了電路設計架構、或已驗證好的晶片功能單元。
> 比如希望晶片上能有一個浮點運算功能時,可以不用自己花時間從頭開發、向矽智財公司購買一個已經寫好的功能即可。
(2)「EDA 工具廠商」─ CADENCE 與新思科技:
> IC 設計工程師會先利用程式碼規劃晶片功能;而 EDA 工具能讓程式碼再轉成實際的電路圖。
(3)「設計服務公司」─智原科技、巨有科技、創意電子、芯原微電子:
> 又稱為「沒有晶片的公司」(Chipless),沒有晶圓廠、也沒有自己晶片產品;為 IC 設計公司提供部分流程的代工服務。
> 許多人數不足的小型 IC 設計廠商會將設計的某些環節委外,使得人力與成本的調整彈性也較高。
所以這又衍生出了第四種服務模式:
4. DESIGN SERVICE (晶片設計服務提供商) 模式
(1) 領導廠商
> ARM、Imagination、Synopsys (新思科技)、Cadence
(2) 特點
> 不設計和銷售晶片。
> 為晶片設計公司提供相應的工具、完整功能單元、電路設計架構與諮詢服務。
> 由於沒有實體產品、而是販賣智慧財產權「設計圖」,又稱矽智財(SIP)。
(3) 優勢
> 無龐大實體資產。公司規模較小、資金需求不高,但對於技術的要求非常高。
> 不必負擔產品銷售的市場風險。
(4) 劣勢
> 市場規模較小且容易形成壟斷,後進者難以打入。
> 目前全球的 CPU 架構,以 Intel 的 X86 架構和 ARM 的 ARM 架構為兩大要角。
> 前者多用於 PC 和伺服器上,後者則幾乎壟斷了所有的行動通訊晶片、市佔率高達 95% 的智慧型手機。
> 後續的 IC 設計和製程的部分都必須根據該 CPU 架構量身打造。既然整個產業鏈是圍繞在這個架構上去製造晶片,則易形成壟斷。
> 技術門檻較高、累積技術的時間較長。
根據上面的介紹後,我們已經大致上對 IC 從最上游的設計、到最下游的消費者販售的整個產業鏈流程,有一個全盤的掌握了!
為大家簡單畫個示意圖:
有了這樣的產業鏈認知後,就可以瞭解到各廠商間的競合策略為什麼這麼制定,並藉此來討論一些有意思的產業消息啦!(可以把上面提過的資訊一一代入來進行分析,並搭配之前的晶圓代工戰爭系列的知識服用)
舉個例子好了,比如說 Intel 現在的處境。
本來是自己設計、製造、銷售,一手包辦上中下游所有流程,同時幾乎壟斷處理器市場的 Intel ,由於在 PC 往行動裝置的轉型速度甚緩,導致現在的行動處理器市場幾乎被「ARM+高通」、也就是「ARM 的電路架構加上高通設計的 Snapdragon 系列晶片」的模式壟斷。
(我們在本文前半部分的 Foundry 介紹提到過)晶圓代工廠的斥資和實體廠房龐大,為了不讓原先龐大的產線與產能閒置,現在的 Intel 正在積極搶攻 ARM 晶片的晶圓代工業務、與台積電搶攻 10 奈米製程。
對於代工廠來說,需要持續投入資本維持工藝水平。若能即早上市,則代表當時的市場尚無競爭者、可在一時之間壟斷市場。待競爭對手上市後、再用降價的方式逼迫對手出局,同時發布更新一代的技術。
故若代工廠的技術一旦落後、後續要追趕上競爭者的難度會相當大。當初台積電和聯電之所以拉開差距,便是如此情形。
因此 Intel 和台積電可以說是磨拳霍霍;尤其 Intel 還有晶片銷售等業務,但台積電的本業是完全地仰賴代工,可知此時正是危急存亡之秋。
目前台積電預定今年第二季發布 10 奈米製程、英特爾則要等到今年第四季。然而目前外界仍看好 Intel 的技術更甚台積電一籌。
(我們在本文前半部分的 IDM 介紹提到過)由於 IDM 廠能從上游設計到下游製造的過程中緊密協同合作,使其能在設計、製造等環節達到最佳優化,充分發揮技術極限。也能提早測試並推行最新型的技術。
因此你可以看到 Intel 常常技術領先,包括了當初的 Gate-Last 戰爭。知名科技網站 VentureBeat 便指稱, 根據電晶體的數量和密度看來,Intel 的 10 奈米技術是超越台積電的。
(補充一下我們在《晶圓代工爭霸戰:台積電 VS 三星》的一文中提到的,大家原先都老老實實的用統一標準命名,直到 FinFET 製程上的命名慣例被三星打破,廠商們開始灌水行銷。
事實上,三星的 14 奈米和台積電的 16 奈米在 Intel 的標準之下,都只有在 Intel 20 奈米製程而已…)
看起來好像 Intel 勝券在握?不過事實上,技術在市場上並不是唯一的競爭考量。
台積電之所以能成功,是因為保密方案做的很到家──高通和聯發科假若同時都交給台積電代工,台積電會開獨立產線、讓兩方的設計資訊在生產過程中隔開來,讓客戶不用擔心其商業機密被盜取。
Intel 販賣自己的處理器,和高通等同樣是販賣自己的處理器的 IC 設計大廠,彼此間存在的是相互競爭的關係。因此對於高通來說,就算製程技術有差、找台積電代工的風險仍小於找 Intel。
鹿死誰手,尚未可知。且讓我們靜靜觀戰吧。
我們今天介紹了 IC 產業鏈中, IDM、Foundry、Fabless 與 Design Service 四種模式的企業,並根據這些企業的優勢和劣勢,來推測其在市場上的競爭策略。希望您今天已對各廠商間的競合關係有個大略上的瞭解。
漫談瓦楞紙箱: 防破裂強度 (Bursting Strength), 抗壓強度(BCT, Box Compression Strength), 邊壓強度( ECT, Edge Crush Strength)
from 工作狂人。
漫談瓦楞紙箱
記得工作熊第一次被瓦楞紙箱吸引目光,是第一次在電子組裝廠當工程師的時候,那時一般業界都還在使用保麗龍來包裝產品,但我們公司已經開始使用瓦楞紙板來當作包材及內襯緩衝物了。
工作熊之所以被吸引,是因為印象中那麼柔弱的紙張竟然可以撐起一片天,而且可以設計出各種千奇百怪的形狀來符合包裝產品的需求,舉凡固定、耐壓、耐震、耐撞、耐摔都可以達到一定的要求,現在有些廠商還發展出紙棧板。
後來與紙箱設計工程師及紙板廠商接觸多了,自己也會拿些厚紙板來自己剪剪裝裝,不懂的地方就向人討教,因此也發現了更多關於紙箱、紙板的秘密。
比如說紙外箱,通常都是雙層的瓦楞紙板設計,一般來說不是 AB flute 就是 BC flute (點這裡可以更進一步瞭解何謂 AB 或 BC flute) ,你知道 B flute 一定會被放在紙箱的外層嗎? 這是因為 B flute 的楞條比 A 及 C flute 多要來得密且實,放在外層可以防撞擊及穿破,而內層放 A 或 C flute,其楞條密度比較鬆散,可以在產品摔落時起緩衝作用。
另外,在內包裝的紙板楞條方向也是很重要的,最好要定在圖面上,在有需要用到支撐力的地方必須與楞條的方向平行,如果是多重需求,就要作整體考慮。
還有,內/外裱面紙的規格也很重要,如果有防破烈強度(bursting strength)需求時,應特別定義內/外裱面紙的重量(紙張的厚度是用重量來定義的),也可以詢問廠商提供何種內/外裱面紙的重量才可以符合要求的「防破烈強度」。
最後關於紙箱的耐壓能力,一般會計算「邊壓強度」(ECT, Edge rush Strength) 及 「抗壓強度」( BCT, Box Compression Strength)。ECT就要請紙箱的供應商提供數據,然後再計算相關的紙箱損失的參數後,得出真正需要的 BCT。會在找時間整理 BCT 的計算。
瓦楞紙板的製作及分類
我們隨處都可見到【瓦楞紙板】,我們用它來當作外帶咖啡的杯套以避免燙傷,用它來包裝物品寄送,甚至用它來妝點我們的家,但你知道它是怎麼做出來的嗎?另外,你知道以結構來區分的話,它可以分成四種基本的構造:單面、單層、雙層、和三層瓦愣紙板。
瓦愣紙板可以使用再生紙漿(recycle)或是原生處女紙漿(virgin)來製造,一般是由【裱面紙/襯紙(Liners)】以及已經加工成波浪型的單面【瓦楞芯紙(fluting)】黏合而成,其製作程序基本如下圖。
瓦楞紙的分類 (依結構來分)可大致分成下列四種:
1. 單面瓦楞紙
單面瓦楞紙板一般用於商品包裝的貼襯保護層,如裝熱咖啡的的防燙護套。
2. 單層雙面瓦楞紙 (single wall)
單層雙面的瓦楞紙一般用在內包裝紙盒/禮盒上,也有拿來做成包裝內襯當作結構支撐用的。
3. 雙層瓦楞紙 (double wall)
雙層瓦愣紙一般採用 [AB flute] 或 [BC flute] ,通常作為包裝外紙箱,可以防撞,保護內盒不受損害。
4. 三層瓦楞紙 (triple wall)
另外,更多層的瓦楞紙有漸漸取代木頭包裝或是木頭棧板的趨勢。
瓦楞紙板是非常好的包裝材料,因為它具有良好的防撞、防摔、吸震能力;如果善用它的楞型方向,還可以有效達到支撐結構的強度,而且經過處理後,還可以達到初步的防水效果。
如何看懂瓦楞紙板的規格
一般的瓦楞紙板規格通常會這樣規定:
outer liner / fluting / inner liner
(外裱面紙/瓦愣芯紙/內裱面紙)
比如說 125K/B/125T,
表示其內裱面紙要使用125GSM重的原生處女牛皮紙;而外裱面紙則使用125GSM重的回收裱紙;而瓦楞芯紙則採用[B-flute]的楞型。
詳細的規格定義可以參考下面的說明。
瓦愣紙板的愣條規格及厚度:
楞的種類 瓦楞紙厚度(inch ) 瓦楞紙厚度(mm ) 每公尺的楞條數
A flute (A 愣) 3/16" 4.8mm 108+/-10
B flute (B 愣) 1/8" 3.2mm 154+/-10
C flute (C 愣) 5/32" 4.0mm 128+/-10
E flute (E 愣) 1/16" 1.6mm 295+/-13
F flute (F 愣) 1/32" 0.8mm 420+/-13
另外還有複合種的瓦楞紙,如 BC flute (BC楞紙):為一層 B flute 加上一層 C flute,其總厚度大約為 7mm。 AB flute (AB楞紙) 則為一層 A flute 加上一層 B flute,其總厚度大約為 8mm。 兩層 flute 的複合瓦楞紙通常用在外箱,最外層紙箱用 B flute 楞條數比較密可以防外力撞擊,內層則是用 A flute 或 C flute 楞條比較鬆散可以當作內裝產品的緩衝。
瓦楞紙的專有名詞:
(K) KRAFT:Virgin Kraft paper (原生處女牛皮紙)
(T2) TEST 2:Partly recycled liner paper (半回收裱面紙)
(T) TEST 3:Fully recycled liner (全回收裱面紙)
(C) CHIP:Waste based liners (廢紙底裱面紙)
(BW) FULLY BLEACHED WHITE:Fully bleached Kraft liner (漂白牛皮紙)
(WT) WHITE TOP:White coated recycled liner (回收裱面紙做全白印刷)
(MK) MOTTLED KRAFT:Mottled white Kraft (斑白牛皮紙)
(OY) OYSTER:Mottled test liner (斑白測試裱面紙)
(GSM) Grams per square meter (紙的重量或磅數,這裡是用每平方米幾克重來計算)
(WBF) Waste Based Fluting Medium (廢紙底楞心紙)
另外,一般瓦楞紙的規格會要求『防破裂強度 (Bursting Strength)』 的最小值為 26 lb/1,000 ft2 (12.7 Kg/cm2 或 1245 KPa) ─ 僅供參考,防破裂強度 (Bursting Strength)基本上越高越好。
如何計算瓦楞紙箱的抗壓強度(BCT)
瓦楞紙箱的抗壓強度(BCT, Box Compression Strength)是指將瓦楞紙成形為立體空箱,並用封箱膠帶將其上、下開口封牢,放入紙箱抗壓強度測試機的上、下壓板中間位置,開機使上壓板接近空箱箱體,然後啟動加壓標準速度,直至將紙箱壓潰,讀取其實測值,即為紙箱的抗壓強度,同一批次紙箱的試驗數據之間的偏差越小,就表示抗壓性能越穩定。
另外,我們也可以根據簡化的 Mckee Formla (馬基公式) 用【邊壓強度】( ECT, Edge Crush Strength) 來計算出 BCT。
馬基公式的計算式如下:
The McKee formula is (馬基公式) :
預估 BCT = 2.028 × ECT0.746 × (D×Dy)0.127 × P0.492
• ECT:邊壓強度(lbf/in2 )
• (D×Dy):紙板的平均撓曲剛度 (lbf-inch)
• P:紙箱周長 (inches)
經初步簡化後的公式如下:
預估 BCT = 5.87 × ECT × Caliper0.508 × P0.492
• ECT:邊壓強度(lbf/in2 )
• Caliper:紙板的厚度 (inches)
• P:紙箱周長 (inches)
【馬基公式】最終簡化後的 BCT計算公式如下:
BCT = 5.87 × ECT x (外箱週長 x 紙板厚度)1/2
下面以一些實例來說明,其實工作熊個人也不是很清楚這樣算完的結果與實際差異多少?
<範例 1>
假設 BC flute 的 ECT 為 55 lbf/in2,
紙箱的【長】為 20.5in,【寬】為17.0in,實測【厚度】為 0.24in
則 BCT = 5.87 x 55 x [(20.5+17) x 2 x 0.24]1/2
= 5.87 x 55 x (75 x 0.24)1/2
= 1369.7 lbs
= (621.30 Kg)
<範例 2>
假設 AB flute 的 ECT 為 60 lbf/in2,
紙箱的【長】為 20.5in,【寬】為17.0in,實測【厚度】為 0.30in
則 BCT = 5.87 x 60 x [(20.5+17) x 2 x 0.30]1/2
= 5.87 x 60 x (75 x 0.30)1/2
= 1670.6 lbs
= (757.78 Kg)
比較以上兩種不同楞型但相同尺寸的紙箱,可以發現 AB flute 的紙箱抗壓強度要比 BC flute 來得好。 其實最主要的還是ECT的大小,ECT越大則BCT就可以越大。
如果是要計算 BCT 是否符合設計需求,除了計算出紙箱的 BCT 之外,還得計算紙箱所必須承受的真正重量及安全係數。關於「安全係數」的計算,一般會包括下列這些可能影響到紙板強度的因素,可以參考 Richmond corrugated Box 公司的說明。
紙板強度損失 損失係數
包裝紙箱有負重時的儲存時間
10天 37% 損失 0.63
30天 40% 損失 0.60
90天 45% 損失 0.55
120天 50% 損失 0.50
紙箱有負重時儲存時濕度 (%RH)
50%RH以下 – 0%損失 1.00
50%RH~60%RH – 10%損失 0.90
60%RH~70%RH – 20%損失 0.80
70%RH~80%RH – 32%損失 0.68
80%RH~90%RH – 52%損失 0.48
90%RH~100%RH – 85%損失 0.15
紙箱堆疊於棧板上的排列方式
完全對齊疊放 (aligned) 0%損失 1.0
稍有不對齊疊放 (misaligned) 10~15%損失 0.85~0.90
交錯疊放(interlock) 40~60%損失 0.40~0.60
紙箱超出棧板 (overhand) 20~40%損失 0.60~0.80
棧板材質間隙影響
(pallet deck-board gap) 10~25%損失 0.75~0.90
過度搬運 (Excessive Handing) 10~40%損失 0.60~0.90
裝櫃後距貨櫃上方空隙
(head space in container) 10~20%損失 0.80~0.90
<範例 >
假設一個紙箱的重量為 50lbs,假設最高總可以堆疊六層紙箱,則最底層紙箱全荷重為 50 x (6-1) = 250 (lbs) = 113.4(Kg)
又假設根據上表得到損失係數為 0.218 = 0.55 x 0.68 x 1.0 x 0.80 x 0.90 x 0.90 x 0.90 ,則安全係數 = 1/損失係數 = 1/0.218 = 4.587,所以「BCT設計值」應為 250 x 4.587 = 1146.75 (lbs) = 520.17 (Kg)
0.55(儲存時間)
0.68(濕度)
1.0(紙相對齊)
0.80(紙箱未超出棧板)
0.90(棧板材質間隙影響)
0.90(過度搬運 )
0.90(裝櫃後距貨櫃上方空隙)
使用 Richmond corrugated Box 公司的試算結果
Target Compression Results
Load: 250 lbs.
Total Loss Variable: 0.2181
Recommended Safety Factor: 4.5847
Target Compression: 1146.1749 lbs
所以如果『實際 BCT 量測值』大於計算出來的『BCT設計值』(520.17Kg=1146.1749lbs),那就表示紙箱符合設計需求;如果不行,就要斟酌衡量。
老實說,計算值當作參考就好了,最好還是以實測為準,而且安全係數最好要多抓一點,紙板廠交樣品與實際量產應用時又會有些不一樣,吸潮與儲存環境是最主要的因素。
________________________________________
後註:
紙箱的堆疊模式︰紙箱堆碼模式對紙箱的抗壓強度會產生一定影響。紙箱豎楞方向可承受的壓力要遠遠超過橫楞方向,紙箱堆疊時應保持讓豎楞方向受壓。在紙箱的整個承壓過程中主要是四個角受力,約占整個受力總重量的三分之二,箱角部位承受的壓力最高,離箱角越遠,承受壓力越低,因此應盡量減少對紙箱四個角周遭瓦楞的破壞,在堆疊時應盡量保持箱角與箱角對齊疊放。瓦楞紙箱堆疊試驗常用的試驗模式是使用瓦楞紙箱堆疊試驗機進行抗壓測試。
常見的紙箱堆疊模式有三種︰交錯式、上下平行對齊及不對齊。此三種模式中,上下平行堆疊對齊方式最有利於保持箱角充分受壓,因而最為合理。其他的堆疊方式則較不建議。
紙箱的堆疊時間︰
紙箱的抗壓強度隨著裝載時間的延長而降低,這種現象稱為疲勞現象。試驗結果證明,在長期負載的作用下,只要經歷一個月的時間,紙箱的抗壓強度就會下降30%,在經歷一年後,其抗壓強度就只有初始值的50%。在設計紙箱材質時,對流通時間較長的紙箱應提升其安全系數。
簡介瓦楞紙板的邊壓強度(ECT)與各種紙板楞形的影響
瓦楞紙板的邊壓強度(ECT, Edge Crush Strength)又叫垂直抗壓強度,其測試方法是對瓦楞紙板試樣施以垂直方向壓力,施壓過程中紙板所能承受的最大壓力即為紙板的邊壓強度。
ECT 的單位一般為:N/m 或 lbs/in (2012/5/9更正)
我們一般包裝紙箱抗壓強度的強弱主要取決於紙板的邊壓強度,而邊壓強度又取決於組成瓦楞紙板的各層原紙的橫向環壓強度、紙板的楞型組合與紙板的黏合強度。
測定邊壓強度時可使用小型壓力試驗機台。其上、下各有一塊面積個100mm x 100mm的壓板,其餘要求與測定平壓強度的要求相同。另需要兩塊夾持試樣的矩形金屬導板,長100mm,橫截面為20mm x 20mm。 紙板樣品一般為 25mm x 100mm,待加壓到一定壓力後(約50N)需移開兩塊矩形金屬導板。紙板壓潰時的最大壓力值除以試樣的長度就是紙板的邊壓強度(ECT)。
←圖片來自網路
←圖片來自網路
紙張的防水性能也很重要,特別是冷藏箱對紙張的防水性能要求更高,有時雖然紙箱的抗壓強度很高,但由於紙張不防水,紙箱存放在冷庫中就容易吸潮,造成坍塌。
瓦楞紙板的波形分為U形、V形和UV形三種
瓦楞分類 特色
U形 U型的頂峰圓弧半徑較大,呈圓弧形,如B 楞、C楞。U形楞在受壓時,可以吸收較高 的能量,當壓力消除後,仍能恢復原狀,富有彈性,但耐壓強度不高 。
V形 V型的波峰半徑較小,且尖,如A楞。V形楞在受壓初期歪斜度較小,但超過最高點後,便遭到迅速地破壞。V形楞較節省瓦楞紙,黏合劑耗量較少,但加工時易出現高低楞,瓦楞輥磨損較快。
UV混合形 UV型介於兩者之間,如AB楞。UV形楞是結合U形和V形的特點,目前得到廣泛的採用。
瓦楞紙板的各種楞型及其組合,以下只就單層瓦紙板來說,
• A瓦楞紙箱:
一般來說,A瓦楞紙箱抗壓強度最高,但也易受到損壞。
A瓦楞具有較好的防震緩沖性,另外垂直耐壓強度也較高。
• B瓦楞紙箱:
B瓦楞強度較差,但穩定性較好。
B瓦楞的峰端較尖,黏合面較窄,其瓦楞高度較小,可以節省瓦楞原紙,其平面抗壓能力超過A型瓦楞,B瓦楞單位長度內瓦楞數較多,與面紙有較多的支承點,因而不易變形,且表面較平。在印刷時有較強抗壓能力,可得到良好印刷效果。
• C瓦楞紙箱:
C瓦楞抗壓力及穩定性居中。
C瓦楞兼有A和B瓦楞的特點,它的防震性能與A瓦楞相近,平面抗壓能力接近B瓦楞。
• E瓦楞紙箱:
E瓦楞是最細的一種瓦楞,單位長度內的瓦楞數目最多,能承受較大的平面壓力,可適應膠版印刷需要,能在包裝面上印出質量較高的圖文,這種瓦楞紙板和硬紙板強度差不多。
一般我們都會根據紙箱的大小來選擇紙箱的楞型,認為楞型越大,紙箱的抗壓強度越高,反而容易忽視楞型對變形量的影響。其實楞型越大,紙箱的抗壓強度越大,變形量也越大;楞型越小,紙箱的抗壓強度雖然越小,但變形量也越小。如果紙箱過大,楞型卻很小,紙箱在抗壓測試時就很容易被壓潰;紙箱過小,楞型卻很大,則抗壓測試時容易造成紙箱變形量過大,緩衝過長,有效力值與最終力值偏差過大。所以,一般的外紙箱都會綜合選用UV混和楞條來擷取兩者的優點,然後把U型楞條放在外表面,而V型楞條放在內表面。
三種瓦楞型的強度比較表
瓦楞種類 平面壓力 垂直壓力 平行壓力
A 強 弱 強
B 弱 強 弱
C 中 中 中
備註︰
1. 平面壓力是指垂直於瓦楞紙板平面的壓力。
2. 垂直壓力是指與瓦楞方向一致的壓力,平行壓力是指垂直於瓦楞方向的壓力。
根據上述不同類型瓦楞的不同特點,單瓦楞紙箱用A型和C型為宜;雙瓦楞紙箱用AB型,BC型相結合最為理想;接近表面的用B型,能起到抗衝擊力較強的作用;接近內層的用A型或C型彈性足、緩衝力強;採有用AB型或BC型結合,使紙箱的物理性能發揮兩個優越性。中包裝宜選用C型楞,E型瓦楞可代替厚紙板,用於小包裝。最近幾年,國外又發展有F楞比E楞更小的瓦楞。
紙箱【周長】對強度的影響︰
紙箱的周長越長,抗壓強度越高,紙箱的周長與抗壓強度存在一定的換算關係。在用料和楞型相同的情況下,紙箱周長的增長與抗壓強度的增長會形成一種變化的曲線,也就是說,由於紙箱周長的加大,增加了紙箱的不穩定性,在紙箱周長達到一定階段後,所能承受的抗壓強度會呈現按一定比例的遞減。
紙箱【高度】對強度的影響︰
紙箱高度在100~350mm時,抗壓強度隨著紙箱的高度增加而稍有下降;高度在350~650mm之間時,紙箱的抗壓強度幾乎不變;高度大於650mm時,紙箱的抗壓強度會隨著高度增加而降低。主要原因是隨著紙箱的高度增加,其穩定性也會相應地增加。
紙箱的【長寬比】對強度的影響︰
一般情況下,紙箱的長寬比在1~1.8的範圍內,長寬比對抗壓強度的影響僅為±5%。其中紙箱的長寬比RL=1.2~1.5時,紙箱的抗壓強度最高。紙箱的長寬比為2︰1時,其抗壓強度下降約20%,因此確定紙箱尺寸時,長寬比不宜超過2,否則會造成成本浪費。
瓦楞紙的【含水率】量測方法 ,含水率會影響品質?
瓦愣紙版的含水率(Moisture Content)
含水率是指瓦楞紙的水分含量多寡,用百分比來表示,含水率對紙箱強度有很大的影響,含水率高的紙質會變軟,強度也會變差,壓楞的黏合品質也會變差;相反的,含水率過低時,也不好,因為瓦愣紙質會變脆,當瓦愣受到擠壓或碰撞時就容易破裂,耐彎折強度也會變差。
另外需特別注意的是,當黏合單面瓦愣芯紙的【裱面紙/襯紙(Liners)】與【瓦愣芯紙(fluting)】的含水率差異過大時,則會容易出現捲曲的現象。使用這種捲曲的單面瓦愣芯紙來製作成瓦楞紙板,就容易出現起泡及脫膠的缺失。
一般瓦楞紙的含水率規定為8~16%。測定瓦愣紙含水量時採用烘乾法,從待測的瓦楞紙板上取不同部位的樣品若干塊,秤重約為50g,然後將其撕成碎片後,放入烤箱,烘乾至恆重後再秤重計算其數值。
瓦愣紙含水率計算公式如下:
瓦楞方向影響紙箱抗壓強度
這兩天有同事問我紙箱的瓦楞方向該怎麼擺最好?瓦楞的方向當然得垂直於地板,而且最好是四面牆壁都是垂直的方向,如果條件不允許,至少也要兩個長邊的牆壁是垂直的,這樣才能得到最接的邊壓強度。因為瓦楞紙之所以可以承受極大的抗壓,有一大部分靠的是受力方向與瓦楞方向垂直達成的。
打個比方,這就好像是蓋竹屋,如果把竹子全部橫擺不加任何其它的固定物件,你覺得這竹屋蓋得起來否?就算蓋起來了,是否夠堅固?答案應該是否定的,各位可以試著利用Google查詢一下竹屋的圖片,一般看到竹屋的竹子排列方向應該都是垂直的,因為垂直的竹子才可以將竹屋的牆壁立起來,甚至撐起竹屋的整個屋頂。
所以如果你稍微留心手邊的任何外包裝紙箱,我講得是那種用來作長途運送貨品的外紙箱,它們的愣條方向一定都是垂直的,如果是內紙箱(由稱為『禮盒』)的話,可能就比較沒有那麼注重,因為有時候內紙箱擺放進外紙箱時不一定是正著放,有時候也可能是豎著或立著放,所以有時候我們也會看到有平行於箱底的瓦楞方向。
只是不論內紙箱怎樣擺放進外紙箱,建議還是盡量讓紙板的瓦楞方向垂直與箱底,就算不能每面都垂直,也盡量讓最多面積的方向垂直於箱底,因為
• 有時候內紙箱也會被拿來當作運送的包裝工具,還是要盡量考慮其邊壓強度。
• 內紙箱(禮盒)通常會設計有《卡扣》之類的機構,而這些卡扣通常設計在紙箱的最上面一個面,如果卡扣的瓦楞平行於箱低,則其結構通常較不牢靠,也較容易因為潮濕而失效;相反的,如果卡扣的瓦楞垂直於箱低,就比較能生成較結實的機構而增加強度。
下圖顯示瓦楞方向平行於箱底,卡扣地方的瓦楞也被設計成水平的方向,如果受潮或多使用幾次之後就容易折彎變形。
下圖顯示內紙箱的四個牆的瓦楞方向平行於箱底,瓦楞強度不易發揮,只有短邊折彎回來的地方有垂直的瓦楞。
(MXIC)
下圖顯示瓦楞的方向重植於箱底,卡扣地方的瓦楞也是垂直的方向,這樣的設計可以有效支撐反覆多次使用,也不易折彎變形。
下圖顯示內紙箱的四面牆的瓦楞方向都垂直於箱底,瓦楞強度可以發揮,雖然短邊折彎回來的地方有水平的瓦楞,但仍然可以取得較強壯的上下支撐力道。
(WEC)
2017年11月19日 星期日
量測器具與標準件校正實務經驗談
一、量測儀器校正實務之知識及技巧
(一)測定的概念
不管是如何優秀的技能與如何優秀的工作機械,如果所使用的測定器具與使用方法不當,他的結果就會變成不合格,當我們看到工作圖(圖面),最初始應該考慮的就是這個零件使用於何處? 作用如何? 品管專責檢驗與測試,檢驗可分為目視檢驗與量測,測試可分為物理性測試與化學性測試兩種,在實際的加工前準備,應該慎思決定如何使用測定器具與測定技術,ISO 9001 7.6監視和測量設備的控制,說明了組織應確定需實施的監視和測量以及所需的監視和測量設備,為了產品符合確定的要求提供證據。
(一)測定的概念
不管是如何優秀的技能與如何優秀的工作機械,如果所使用的測定器具與使用方法不當,他的結果就會變成不合格,當我們看到工作圖(圖面),最初始應該考慮的就是這個零件使用於何處? 作用如何? 品管專責檢驗與測試,檢驗可分為目視檢驗與量測,測試可分為物理性測試與化學性測試兩種,在實際的加工前準備,應該慎思決定如何使用測定器具與測定技術,ISO 9001 7.6監視和測量設備的控制,說明了組織應確定需實施的監視和測量以及所需的監視和測量設備,為了產品符合確定的要求提供證據。
在實際的加工前準備,審查工作圖(圖面)慎思使用的測定器具與測定技術,如下【圖一】說明:
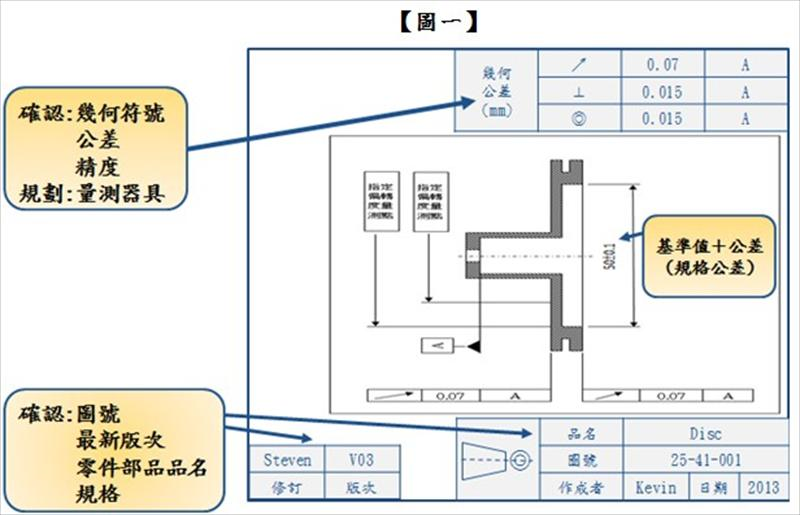
如上【圖一】、【表一】~【表二】說明,品管員在量測的作業中,最難量測且牽涉到又精又準的要求當屬幾何公差,這些形狀公差,除了選擇合適的測定器具之外,要求加工技術及加工設備需能滿足且符合幾何公差極小公差範圍的要求,量測器具也要添購高精密數位顯示功能的高端量測儀器,但買了高端數控電腦工具機設備及量測器具,又要面臨校準及設備保養維護的定期費用支出,企業主心中會有捨不得發費這些檢驗、測試、校準維護的成本支出,這心態可以理解,但省了小錢,卻要發費更大的物料損耗、良品率不高、全檢措施等,這是很得不償失的作法,倒不如冷靜思考,那些關鍵過程的品質特性之幾何公差,需要重點添購高端科技量測儀器,選擇性的添購,訓練招募優秀的品管人員,現場操作員的品質意識強化,則可以讓整個量測系統變得更有效率與價值產出。

(二)正確的量測概念
尺寸測量係指決定機件或其特定外型之直線或角度大小的過程,測量結果以長度和角度的標準單位表示;量測基本目的: 「在保證和證實產品與設計規格相吻合」,工廠內各單位人員透過尺寸測量方式,對產品的品質才能有一個共同認定的標準。
尺寸測量係指決定機件或其特定外型之直線或角度大小的過程,測量結果以長度和角度的標準單位表示;量測基本目的: 「在保證和證實產品與設計規格相吻合」,工廠內各單位人員透過尺寸測量方式,對產品的品質才能有一個共同認定的標準。
(三)幾何公差延伸管理
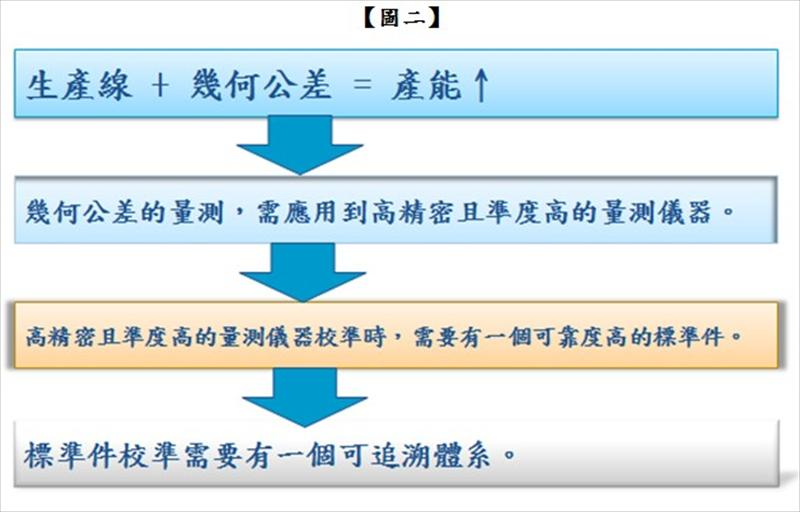
幾何公差影響到生產製造的產能與產出良品率,對於幾何公差需要審慎思考因應之道,如此才能將幾何公差精度要求達到,在製品良率提高,品質管制作業更符合實際要求,如【圖二】說明:
幾何公差影響到生產製造的產能與產出良品率,對於幾何公差需要審慎思考因應之道,如此才能將幾何公差精度要求達到,在製品良率提高,品質管制作業更符合實際要求,如【圖二】說明:
(四)儀器校正追溯流程
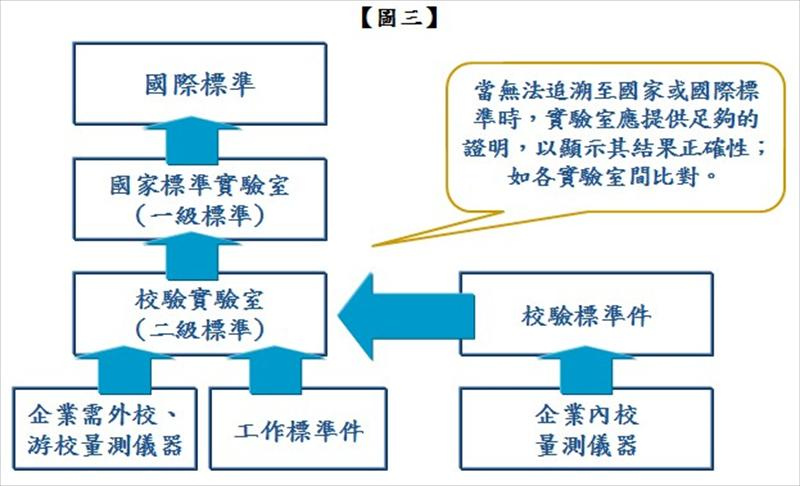
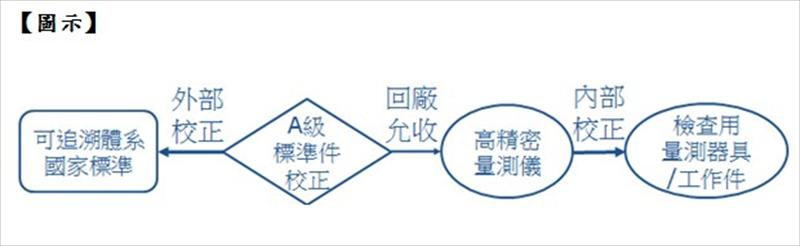
透過不斷的比較鏈,使量測、校正結果能夠與國家或國際量測機構等聯繫起來的追溯流程,如【圖三】儀器校正流程圖說明:
透過不斷的比較鏈,使量測、校正結果能夠與國家或國際量測機構等聯繫起來的追溯流程,如【圖三】儀器校正流程圖說明:
中國生產力中心提供的廣告

二、儀器校正種類
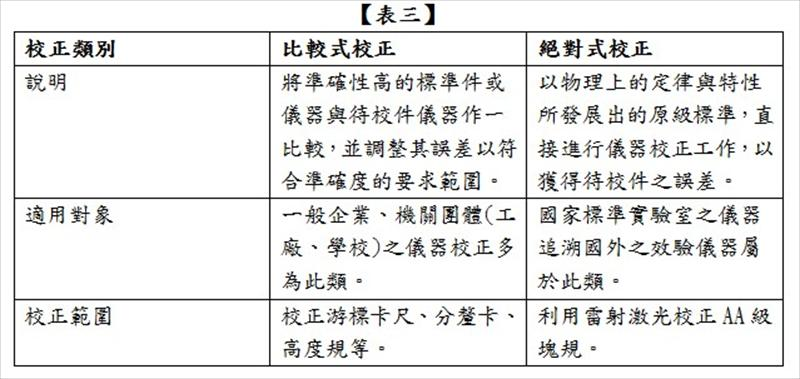
(一)儀器校正分為兩種類別,如下【表三】說明:
(一)儀器校正分為兩種類別,如下【表三】說明:
三、認識標準件
塊規是最常被拿來當作標準件的基準,也是長度的計量標準,選用優質合金鋼製造不易生鏽經特殊處理其膨脹係數在(11.5±1)X 10-6/℃和檢測標準溫度在20℃下、HRC 65°等要求,提高了測量的準確度,符合國際標準公制規矩塊測量基準 ISO 3650:1998精度規範要求。
(一)塊規等級與用途:
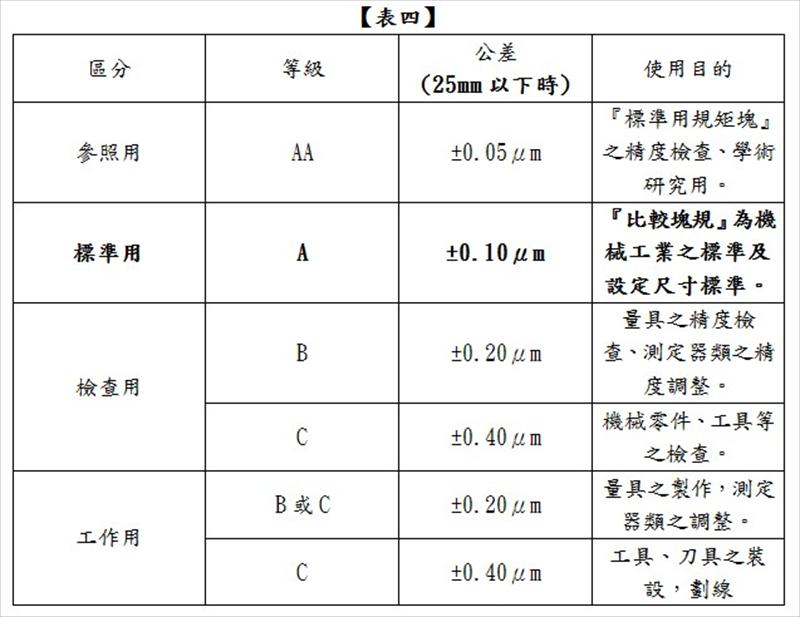
塊規可分為參照用、標準用、檢查用、工作用等用途,對作業要求愈嚴謹的歸零校準,愈要使用等級高的塊規,如下【表四】說明:
塊規是最常被拿來當作標準件的基準,也是長度的計量標準,選用優質合金鋼製造不易生鏽經特殊處理其膨脹係數在(11.5±1)X 10-6/℃和檢測標準溫度在20℃下、HRC 65°等要求,提高了測量的準確度,符合國際標準公制規矩塊測量基準 ISO 3650:1998精度規範要求。
(一)塊規等級與用途:
塊規可分為參照用、標準用、檢查用、工作用等用途,對作業要求愈嚴謹的歸零校準,愈要使用等級高的塊規,如下【表四】說明:
(二)造成塊規精度破壞的因素(使用時應注意事項):
- 塊規材質的不穩定: 鋼料或碳化物經過熱處理後,雖保有最小的尺寸改變量,但經過時間消長與經常使用,環境因素等給予的影響仍然會使材料發生不穩定的現象;
- 正常外形接觸之磨損: 塊規於扭合密結時,由於使用次數多後,對外形的接觸面所造成的磨損;
- 外在環境造成的損害: 由於存放或現場環境溫度的變化造成的損害,如微小落塵、刮痕、腐蝕、不適當的溫濕度等;
- 塊規的精度影響校正的準確度:必須每隔一段時間進行一次校準。(三)塊規的內部校驗實務說明
塊規校驗實務作法如下說明:
塊規的擦拭清潔;
- 以放大鏡觀察表面有無刮傷及毛邊;
- 利用磁通器檢查塊規是否有殘留磁性,如果有則利用消磁器去除;
- 塊規需放置在恆溫台上(溫度保持在20±1℃;45%RH±5%)每增加25mm則需增加1H恆溫時間;
- 在標準塊規表面取多點,每一點量測3次,取其平均值。(四)塊規標準建校正實務(舉工廠品管作業實務作法)
- 塊規最大的目的是長度校正,塊規最大長度 1000mm (1.0005mm~1000mm) 是否需要購買塊規組?
- 需要的長度校正尺寸塊規才購買,一般會買5mm 、25mm 、50mm 、75mm 、100mm…等『A級』 基本長度塊規。
- 將這些『A級』標準塊規妥善保管。
- 定期「外校」由二級實驗室校正。
- 延伸作法: 可以利用『A級』標準塊規校正高精密量測儀器如「三次元座標量測儀」;「千分分釐卡」等;切記不能低階高校,校正其它標準塊規與高精密量測器具之校準作業。
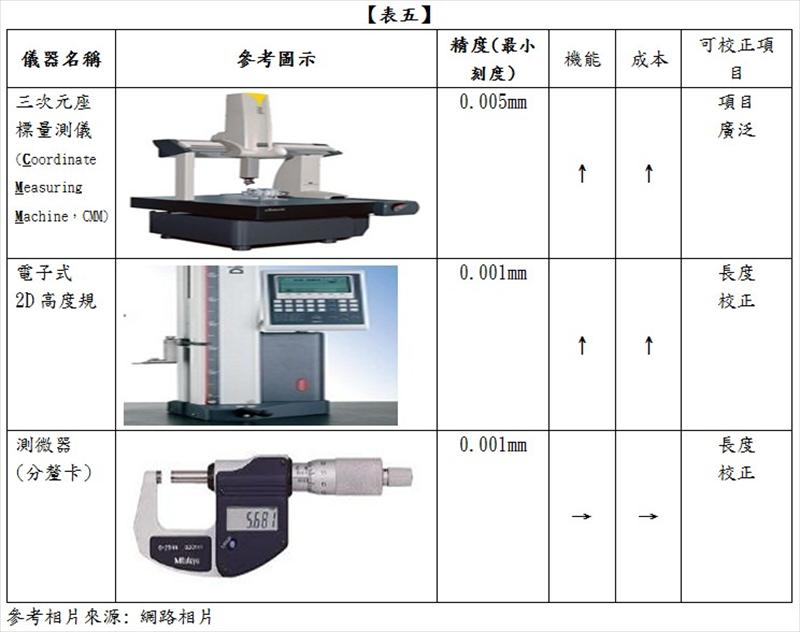
 (五)企業內可執行量測、校正高精度儀器,如下【表五】說明:
(五)企業內可執行量測、校正高精度儀器,如下【表五】說明: 三、標準件自製與校正實務說明
三、標準件自製與校正實務說明
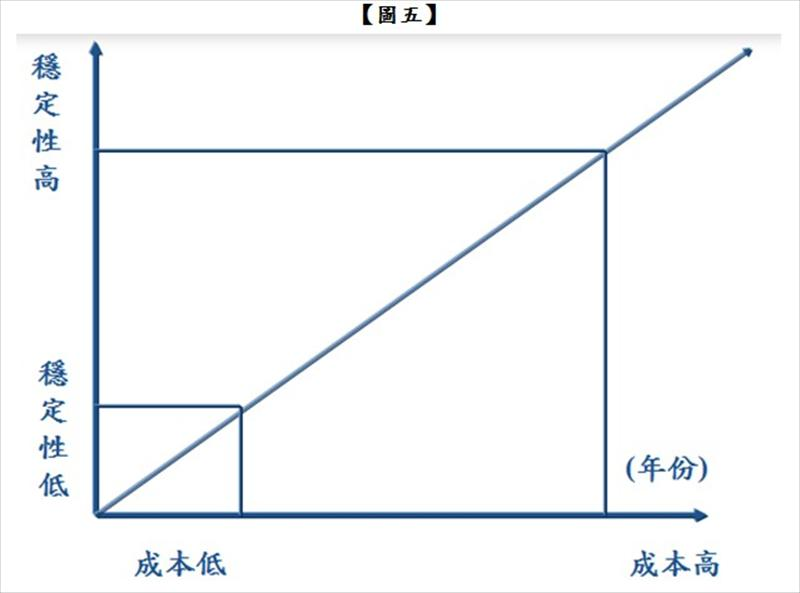
在目前企業中內部實施量儀規校驗時,除了參照外部顧問或教育訓練機構教導的知識與技巧外,另外一個值得考慮的,則是標準件的建立。標準件的建立需考慮企業本身的實際需求,因為標準件價格昂貴,動輒上千、上萬或上百萬都有可能,有些標準件取得不易,需客製化訂製。標準件除了外購外,可以自己製作嗎? 這是一般從事企業內部校驗作業的我們,一直想問的一個答案,標準件一定要每年送二級實驗室校驗嗎? 標準件可以複製嗎?
標準件的建立以企業的需求及成本考量,如企業經常使用的游標卡尺及分釐卡,因屬經常使用有必要為了成本、時間與校驗符合性著想,購買A級標準塊規數塊;或考量使用範圍,購買一整組塊規。標準建購入後,需要定期支出校驗維護費,否則此 A級標準塊規,失去標準件追溯體系與時效性,很容易發生失效的可能性,必須規定一個週期,全盤考慮當初購買時的塊規優/劣、使用頻率、穩定性等。由上述這些情報,讓身為企業內部儀器校驗的人員,可以制定一個最佳符合經濟平衡點的標準件鑑定成本;【圖五】說明標準件的優劣,攸關穩定性與校正維護成本有極密切的相關性。 (一)標準件的自製:
(一)標準件的自製:
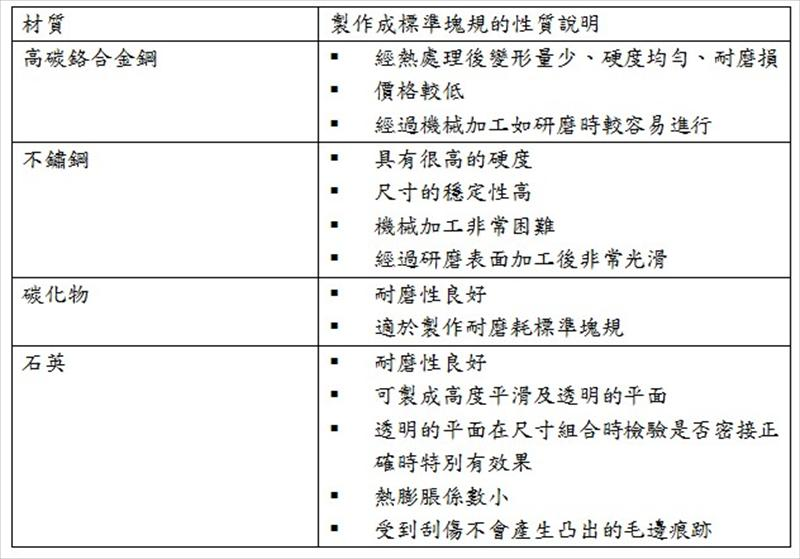
有時我們會遇到一個問題,這個量測器具或設備,沒有一個符合它需求的標準件時,怎麼去自己創造一個標準件? 設備商(貿易商)提供的標準件,可以信任嗎? 標準件並不需要在其全新狀態時即有高度之精密性,應盡量使其保存一較長之時間,以便具備持久性之尺寸與抗磨性;淬硬之鋼料均有改變其體積的趨勢,因而有害於尺寸之持久性。機械設備能夠製作精度在0.002μm的精度或更精細的要求;且表面粗度符合4個加工符號要求。圓形的標準件,不管是外徑或內徑,加工精度在0.002μm 內、表面粗度符合4個加工符號;且同心度、垂直度、同軸度都在極精準的要求內符合上述這些加工精度與幾何公差要求者,可以考慮自製標準件。(二)標準件的材質要求: (三)標準件的校正
(三)標準件的校正
自製的標準件,不能捨去追溯到二級實驗室校驗的要求,否則這標準件不算是標準件,只能作為企業內部工作比對件;送往二級實驗室校準後的標準件,經過內部校驗允收後,則可以成為企業的校驗標準件,自製的標準件,應力求與一般認知的標準件有相同與期待之水準要求。Q&A:
1. 如何選擇量測器具及定義適合的允收準則
(1) 校正標準件之選擇:依現有設備準確度評估—循 10:4:1準則選擇合適標準件。【例】數位游標卡尺準確度為0.01mm,標準件-A級塊規要求之準確度為(0.01*1/10)0.001mm~ (0.01*1/4)0.0025mm才能滿足需求。
(2) 儀器校驗精度允許範圍:儀器校驗精度最佳狀況是能達到檢驗規格公差之1/10~1/4倍。
【例】游標卡尺最小刻度為0.01mm,使用於量測鋼板、鋼捲尺寸,而尺寸之合格公差範圍為±0.16mm ,故此卡尺校驗合格精度範圍為多少?
【解答】
1 計算式為 0.16mm×(1/10) ~ 0.16mm× (1/4)
2 允許範圍: 0.016mm ~ 0.040mm
3 可以視實際需求、產品重要性而制定精度允許範圍。
4 允收準則:
- 參照國際標準
- 同業標準
- 實驗室建議準則
- 量測器具設備商建議基準內部自訂允收基準,建議往較嚴苛的基準建立,如對品質、工安、職安、環安等很重要,則須以較嚴謹的態度,審慎訂定允收準則,當然零誤差最好。
2. 工作標準件已經使用多年,近期有購入一個新的檢測器具,是要以新的儀器為主,當做是工作標準件;還是以舊有使用多時的工作標準件為主?
建議方式:
(1) 進行量測分析,可以進行多次量測,驗證儀器的重複精度,計算其準確度Ca。
(2) 量測分析計算儀器的精密度Cp。
(3) 由這兩個指數的優劣,酌情做一判定。四、結論
量測器具與標準件校正實務經驗,可透過學習成長,累積實作技巧經驗,先由小案例及可執行的校正設備著手,按照計畫逐步完成,將會創造無窮盡的能量。
訂閱:
意見 (Atom)
